1 zarządzanie paletami, Zastosowanie – HEIDENHAIN TNC 620 (340 56x-03) ISO programming Instrukcja Obsługi
Strona 334
334
Programowanie: zarządzanie paletami
12.1 Zarz
ądzanie p
alet
ami
12.1 Zarządzanie paletami
Zastosowanie
Tabele palet używane są na obrabiarkach wielooperacyjnych z
urządzeniami wymiany palet: tabela palet wywołuje dla różnych palet
odpowiednie programy obróbki i aktywuje presety, przesunięcia
punktów zerowych oraz tabele punktów zerowych.
Można też używać tabeli palet, aby odpracować jeden po drugim różne
programy z różnymi punktami odniesienia.
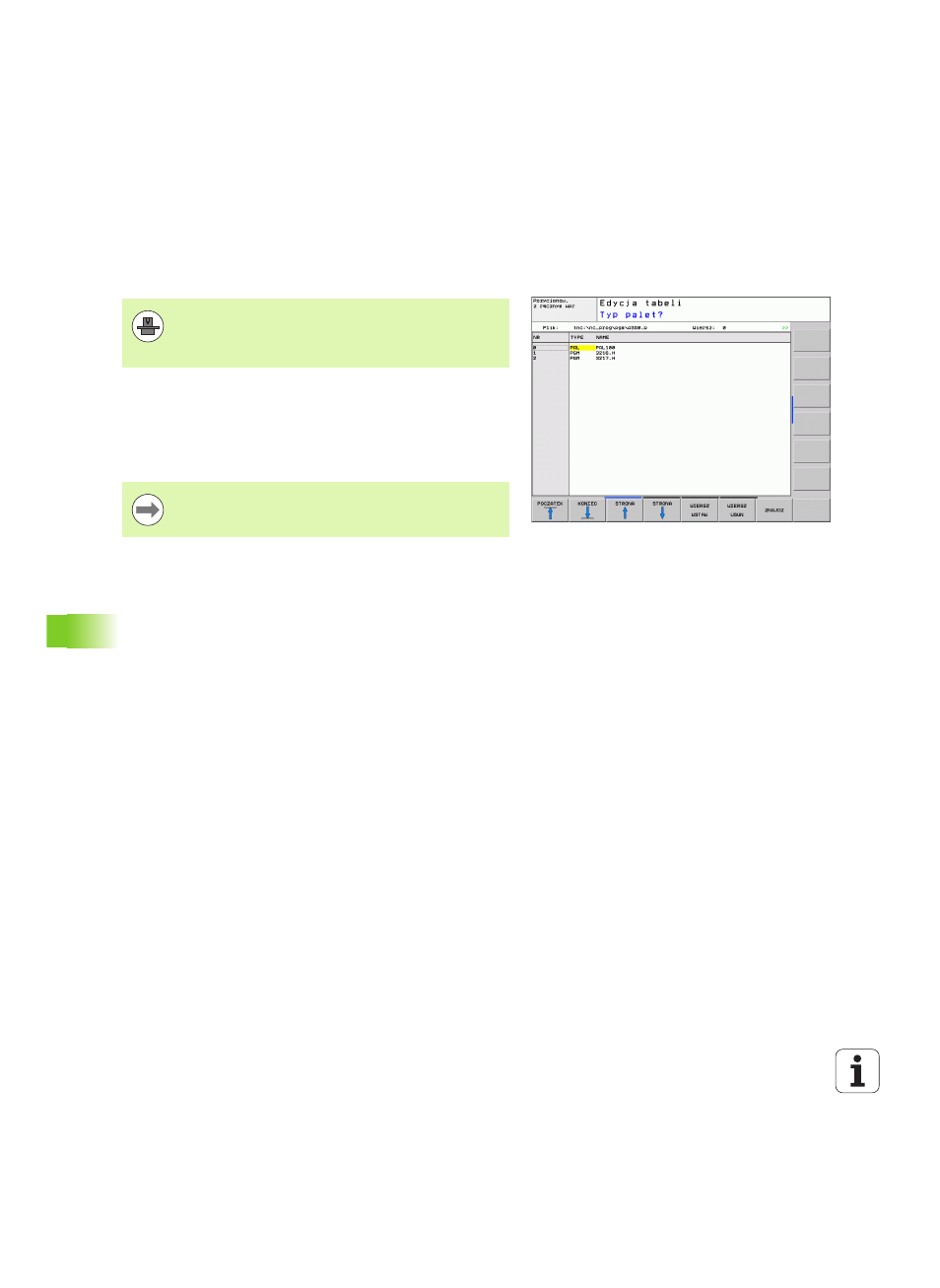
Tabele palet zawierają następujące dane:
TYP (wpis koniecznie wymagany):
Oznakowanie palety lub NC-programu (klawiszem ENT wybrać)
NAZWA (wpis koniecznie wymagany):
Nazwa palety lub Nazwa programu. Nazwy palet ustala producent
maszyn (proszę uwzględnić informacje zawarte w podręczniku
obsługi). Nazwy programów muszą być wprowadzone do pamięci w
tym samym skoroszycie jak i tabele palet, w przeciwnym razie
należy wprowadzić pełną nazwę ścieżki programu
PRESET (wpis do wyboru):
numer preset z tabeli Preset. Tu zdefinowany numer preset zostaje
interpretowany przez TNC jako punkt odniesienia przedmiotu.
DATA (wpis do wyboru):
Nazwa tabeli punktów zerowych. Tabele punktów zerowych muszą
być wprowadzone do pamięci w tym samym skoroszycie jak i tabele
palet, w przeciwnym razie należy wprowadzić pełną nazwę ścieżki
tabeli punktów zerowych. Punkty zerowe z tabeli punktów zerowych
aktywuje się w NC-programie przy pomocy cyklu 7 PRZESUNIĘCIE
PUNKTU ZEROWEGO
Zarządzanie paletami jest funkcją zależną od rodzaju
maszyny. Niżej zostaje opisany standardowy zakres
funkcji. Proszę dodatkowo zwrócić uwagę na informacje
zawarte w podręczniku obsługi maszyny.
Jeśli tworzy się tabele palet lub je administruje, to nazwa
pliku musi rozpoczynać się z litery.