4 w yś wietlacze st anu – HEIDENHAIN TNC 620 (340 56x-03) ISO programming Instrukcja Obsługi
Strona 70
70
Wprowadzenie
2.4 W
yś
wietlacze st
anu
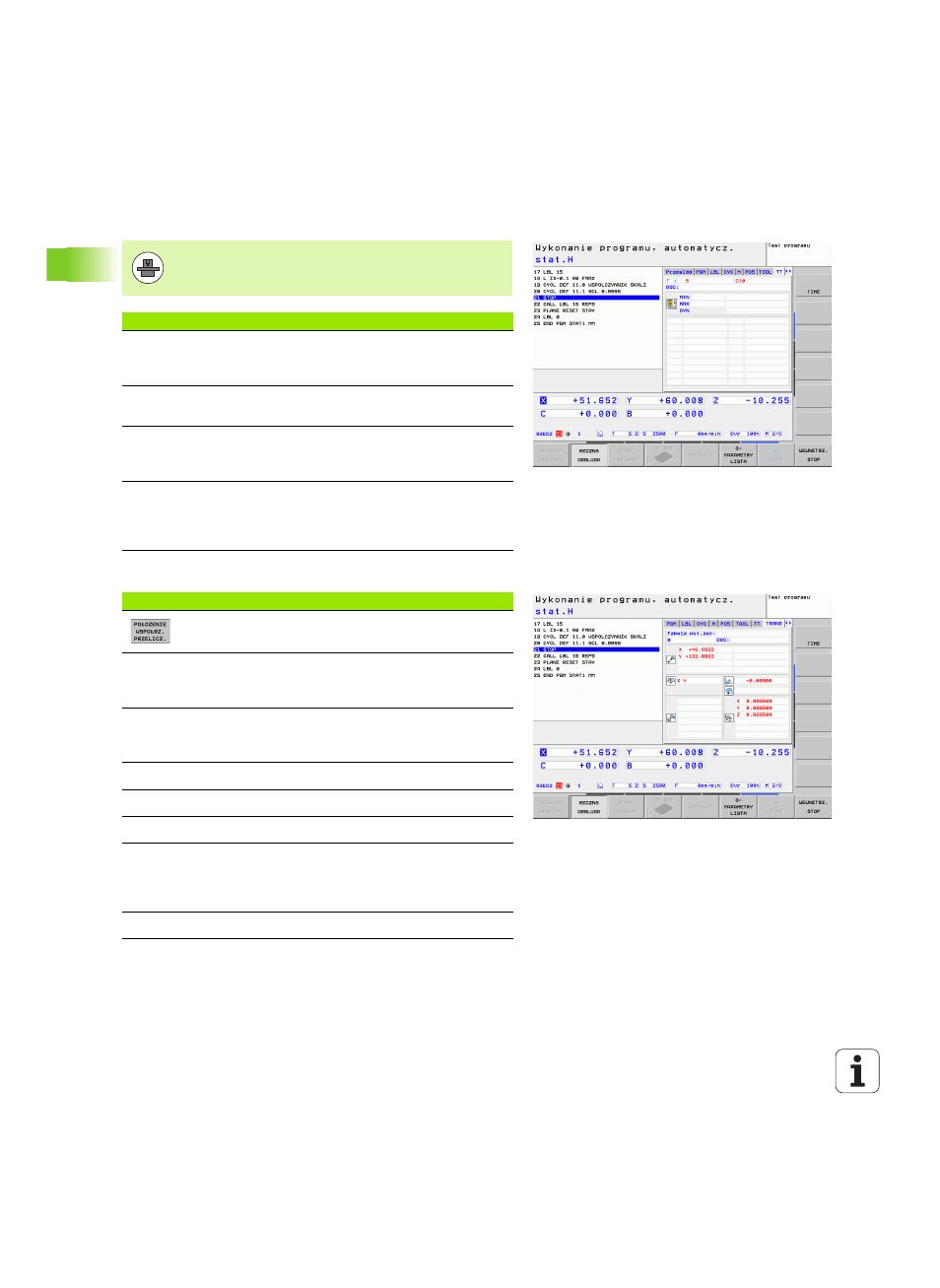
Pomiar narzędzia (suwak TT)
Przekształcenia współrzędnych (suwak TRANS)
Patrz instrukcja obsługi , rozdział Cykle, cykle dla przeliczania
współrzędnych.
TNC ukazuje tylko wówczas suwak TT, jeśli funkcja ta jest
aktywna na obrabiarce.
Softkey
Znaczenie
Bezpośredni
wybór
niemożliwy
Numer mierzonego narzędzia
Wskazanie, czy dokonywany jest pomiar
promienia czy długości narzędzia
MIN- i MAX-wartość pomiaru ostrzy
pojedyńczych i wynik pomiaru przy obracającym
się narzędziu (DYN)
Numer ostrza narzędzia wraz z przynależną do
niego wartością pomiaru. Gwiazdka za
zmierzoną wartością wskazuje, iż została
przekroczona granica tolerancji z tabeli narzędzi
Softkey
Znaczenie
Nazwa aktywnej tabeli punktów zerowych
Aktywny numer punktu zerowego (#), komentarz
z aktywnego wiersza aktywnego numeru punktu
zerowego (DOC) z cyklu G53
Aktywne przesunięcie punktu zerowego (cykl
G54); TNC wyświetla aktywne przesunięcie
punktu zerowego w 8 osiach łącznie
Odbite lustrzanie osie (cykl G28)
Aktywny obrót podstawowy
Aktywny kąt obrotu (cykl G73)
Aktywny współczynnik skalowania /
współczynniki skalowania (cykle G72); TNC
wyświetla aktywny współczynnik wymiarowy w
łącznie 6 osiach
Środek wydłużenia osiowego