1 przemieszczenia narzędzia, Funkcje toru kształtowego, Funkcje dodatkowe m – HEIDENHAIN TNC 620 (340 56x-03) ISO programming Instrukcja Obsługi
Strona 160: Podprogramy i powtórzenia części programu, Programowanie z parametrami q
160
Programowanie: programowanie konturów
6.1 Przemieszczenia narz
ę
dz
ia
6.1 Przemieszczenia narzędzia
Funkcje toru kształtowego
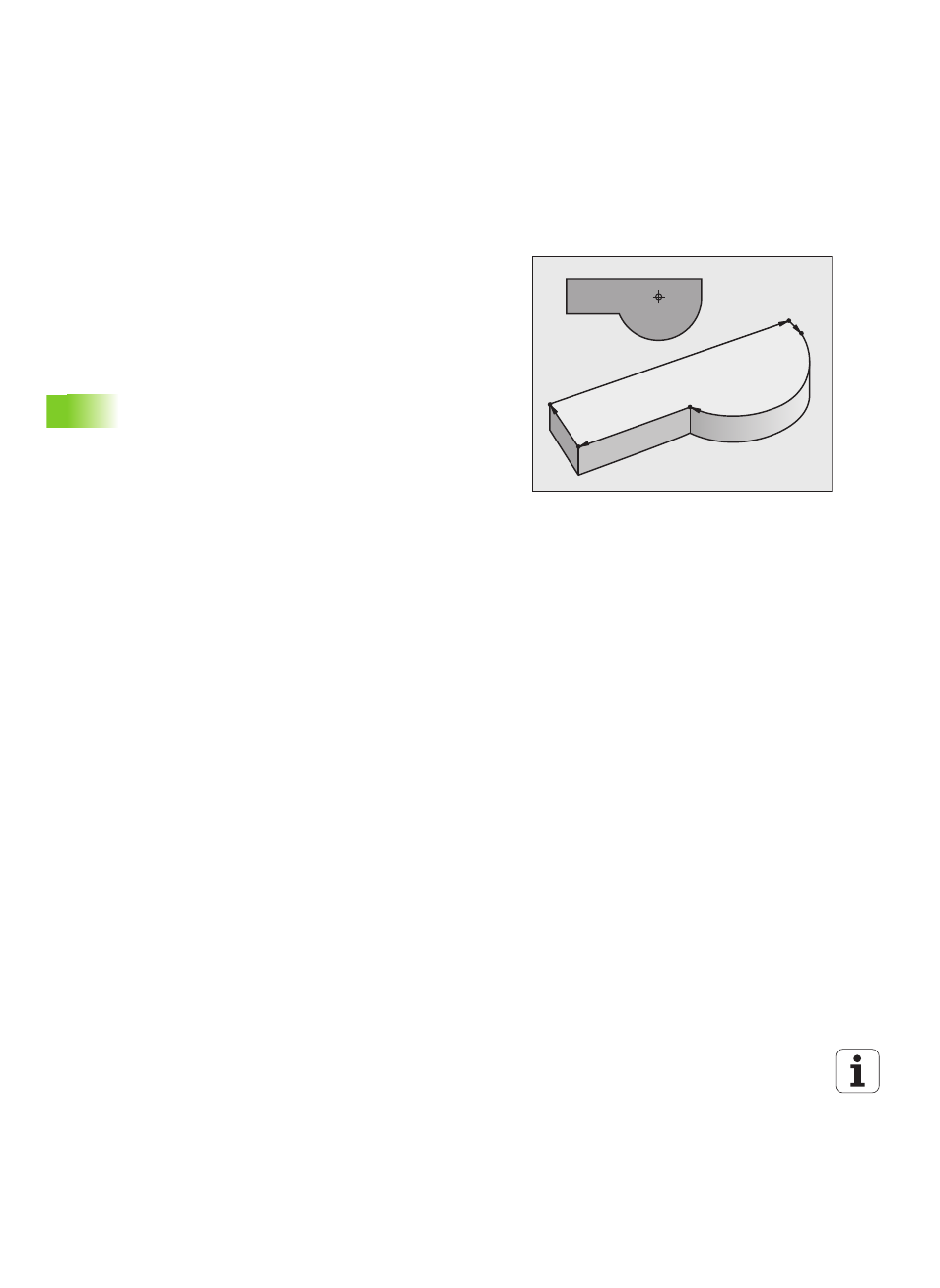
Kontur obrabianego narzędzia składa się z reguły z kilku elementów
konturu, jak proste i łuki koła. Przy pomocy funkcji toru kształtowego
programuje się ruchy narzędzi dla prostychi łuków koła.
Funkcje dodatkowe M
Przy pomocy funkcji dodatkowych TNC steruje się
przebiegiem programu, np. przerwą w przebiegu programu
funkcjami maszynowymi, jak na przykład włączanie i wyłączanie
obrotów wrzeciona i chłodziwa
zachowaniem się narzędzia na torze kształtowym
Podprogramy i powtórzenia części programu
Kroki obróbki, które się powtarzają, proszę wprowadzić tylko raz jako
podprogram lub powtórzenie części programu. Jeśli jakaś część
programu ma być wypełniona tylko pod określonym warunkiem,
proszę te kroki programu wnieść jako podprogram. Dodatkowo,
program obróbki może wywołać inny program i aktywować jego
wypełnienie.
Programowanie przy pomocy podprogramów i powtórzeń części
programu jest opisane w rozdziale 7.
Programowanie z parametrami Q
W programie obróbki parametry Q zastępują wartości liczbowe:
parametrowi Q zostaje w innym miejscu przypisana wartość liczbowa.
Przy pomocy parametrów Q można programować funkcje
matematyczne, które sterują przebiegiem programu lub które opisują
jakiś kontur.
Dodatkowo można, przy pomocy programowania z parametrami Q,
dokonywać pomiarów z układem impulsowym 3D w czasie przebiegu
programu.
Programowanie z parametrami Q jest opisane w rozdziale 8.
G01
G01
CC
G02
G01