4 ruchy po torze– wspó łrz ę dne prostok ątne – HEIDENHAIN TNC 620 (340 56x-03) ISO programming Instrukcja Obsługi
Strona 177
HEIDENHAIN TNC 620
177
6.4 Ruchy po torze– wspó
łrz
ę
dne prostok
ątne
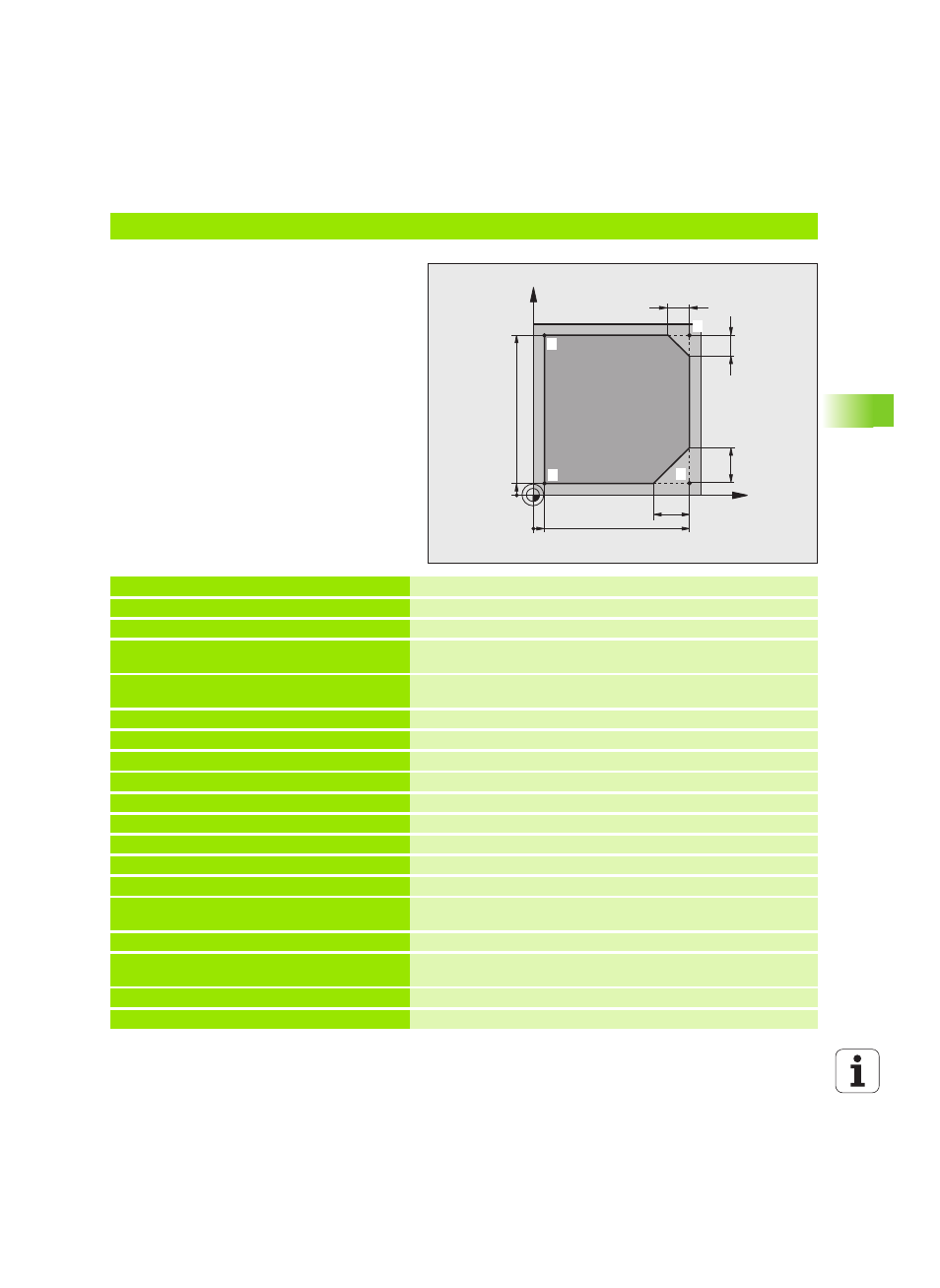
Przykład: ruch po prostej i fazki w systemie kartezjańskim
%LINIOWO G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definicja półwyrobu dla symulacji graficznej obróbki
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S4000 *
Wywołanie narzędzia z osią narzędziową i prędkością obrotową
wrzeciona
N40 G00 G40 G90 Z+250 *
Przemieścić narzędzie poza materiałem w osi wrzeciona na biegu
szybkim
N50 X-10 Y-10 *
Pozycjonować wstępnie narzędzie
N60 G01 Z-5 F1000 M3 *
Przemieszczenie na głębokość obróbki z posuwem F= 1000 mm/min
N70 G01 G41 X+5 Y+5 F300 *
Najechać kontur w punkcie 1, aktywować korekcję promienia G41
N80 G26 R5 F150 *
Tangencjalny najazd
N90 Y+95 *
Dosunąć narzędzie do punktu 2
N100 X+95 *
Punkt 3: pierwsza prosta dla naroża 3
N110 G24 R10 *
Zaprogramować fazkę o długości 10 mm
N120 Y+5 *
Punkt 4: druga prosta dla naroża 3, pierwsza prosta dla naroża 4
N130 G24 R20 *
Zaprogramować fazkę o długości 20 mm
N140 X+5 *
Dosunąć narzędzie do ostatniego punktu konturu 1,druga prosta dla
naroża 4
N150 G27 R5 F500 *
Tangencjalny odjazd
N160 G40 X-20 Y-20 F1000 *
Przemieszczenie swobodne na płaszczyźnie obróbki, anulować
korekcję promienia
N170 G00 Z+250 M2 *
Przemieścić narzędzie poza materiałem, koniec programu
N99999999 %LINIOWO G71 *
X
Y
9
5
95
5
10
10
20
20
1
4
2
3