11 .4 funkcje dodatko we dla osi obrotowych – HEIDENHAIN TNC 620 (340 56x-03) ISO programming Instrukcja Obsługi
Strona 328
328
Programowanie: obróbka wieloosiowa
11
.4 Funkcje dodatko
we dla osi obrotowych
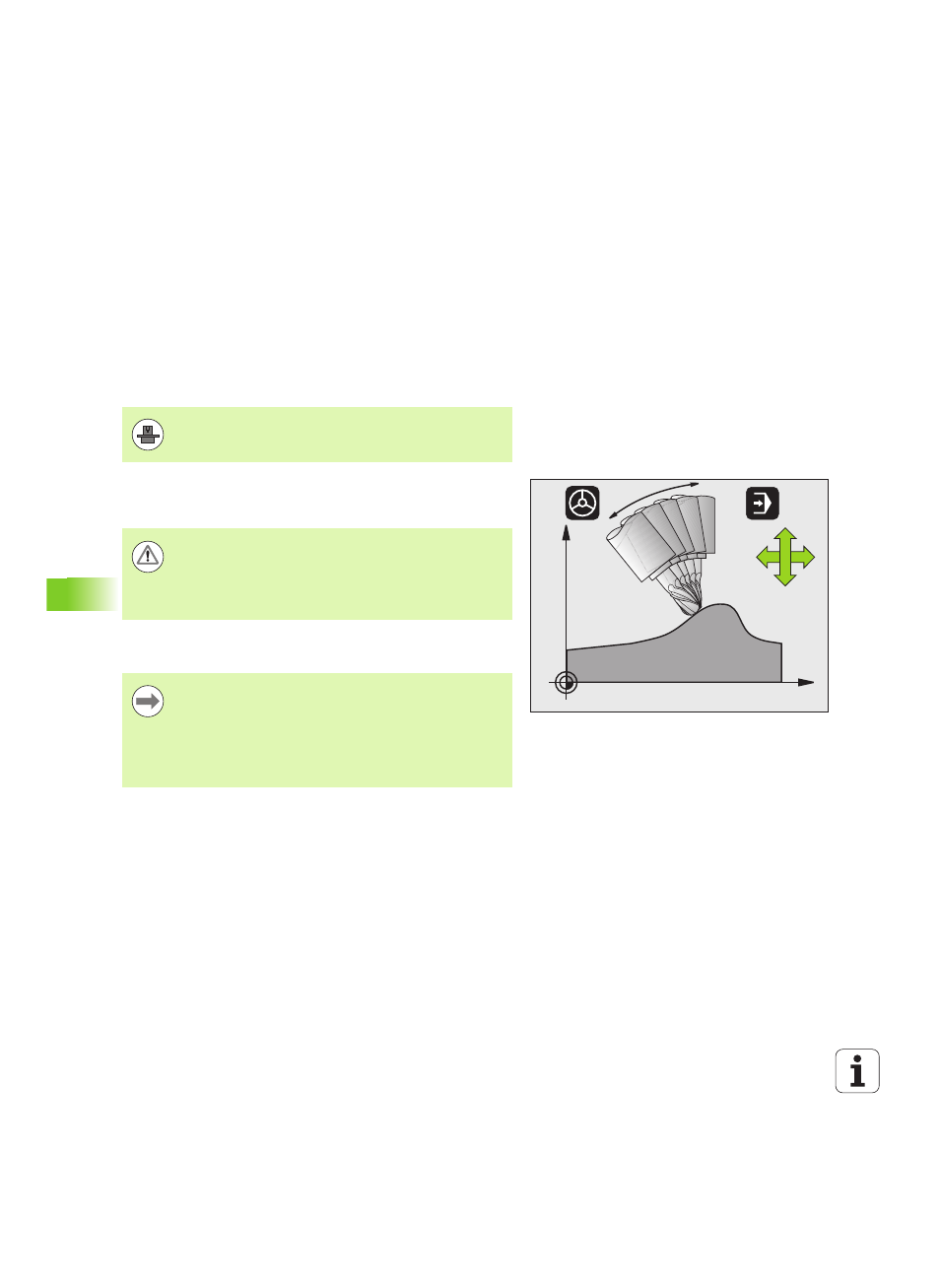
Zachować pozycję ostrza narzędzia przy
pozycjonowaniu osi wahań (TCPM*): M128
(opcja software 2)
Postępowanie standardowe
Postępowanie standardowe TNC przemieszcza narzędzie na
określone w programie obróbki pozycje. Jeśli w programie zmienia się
pozycja osi nachylenia, to musi zostać obliczone powstające w wyniku
tego przesunięcie w osiach liniowych i dokonać go jednym krokiem
pozycjonowania.
Postępowanie z M128 (TCPM: Tool Center Point Management)
Jeśli zmienia się w programie pozycja sterowanej osi wahań, to
pozycja ostrza narzędzia w odniesieniu od obrabianego przedmiotu
pozostaje niezmieniona w czasie odchylania.
Po M128 można wprowadzić jeszcze posuw, z którym TNC wykona
przemieszczenia kompensacyjne w osiach liniowych.
M128 przy stołach obrotowych
Jeśli przy aktywnej M128 programuje się ruch stołu obrotowego, to
TNC obraca także odpowiednio układ współrzędnych. Jeśli obracamy
np. oś C o 90° (przez pozycjonowanie lub przez przesunięcie punktu
zerowego) i programujemy następnie przemieszczenie w X-osi, to
TNC wykonuje to przemieszczenie w osi maszyny Y.
Także wyznaczony punkt odniesienia, który zmienia swoją pozycję
poprzez ruch stołu obrotowego, TNC przekształca.
M128 przy trójwymiarowej korekcji narzędzia
Jeśli przy aktywnej M128 i aktywnej korekcji promienia G41/G42
przeprowadzamy trójwymiarową korekcję narzędzia, to TNC
pozycjonuje osie obrotu przy określonych geometrycznych
parametrach automatycznie.
Geometria maszyny musi zostać określona przez
producenta maszyn w opisie kinematyki.
X
Z
B
Z
X
Uwaga, niebezpieczeństwo dla przedmiotu!
W przypadku osi wahań z Hirth-uzębieniem: zmieniać
położenie osi wahań dopiero kiedy odsunięto narzędzie od
materiału. W przeciwnym wypadku mogą powstać
uszkodzenia konturu wskutek wysunięcia z uzębienia.
Przed pozycjonowaniem z M91 lub M92 albo przed -
wierszem: M128 zresetować.
Długość narzędzia musi odnosić się do środka kulki freza
kształtowego.
Jeśli M128 jest aktywna, to TNC pokazuje we wskazaniu
stanu symbol TCPM .