HEIDENHAIN TNC 620 (340 56x-03) ISO programming Instrukcja Obsługi
Strona 323
HEIDENHAIN TNC 620
323
11
.2 Funkcja PLANE: nachylenie p
łaszczyzny obróbki (opcja sof
tware 1)
Przykład dla maszyny ze stołem obrotowym C i stołem nachylnym A.
Zaprogramowana funkcja: PLANE SPATIAL SPA+0 SPB+45 SPC+0
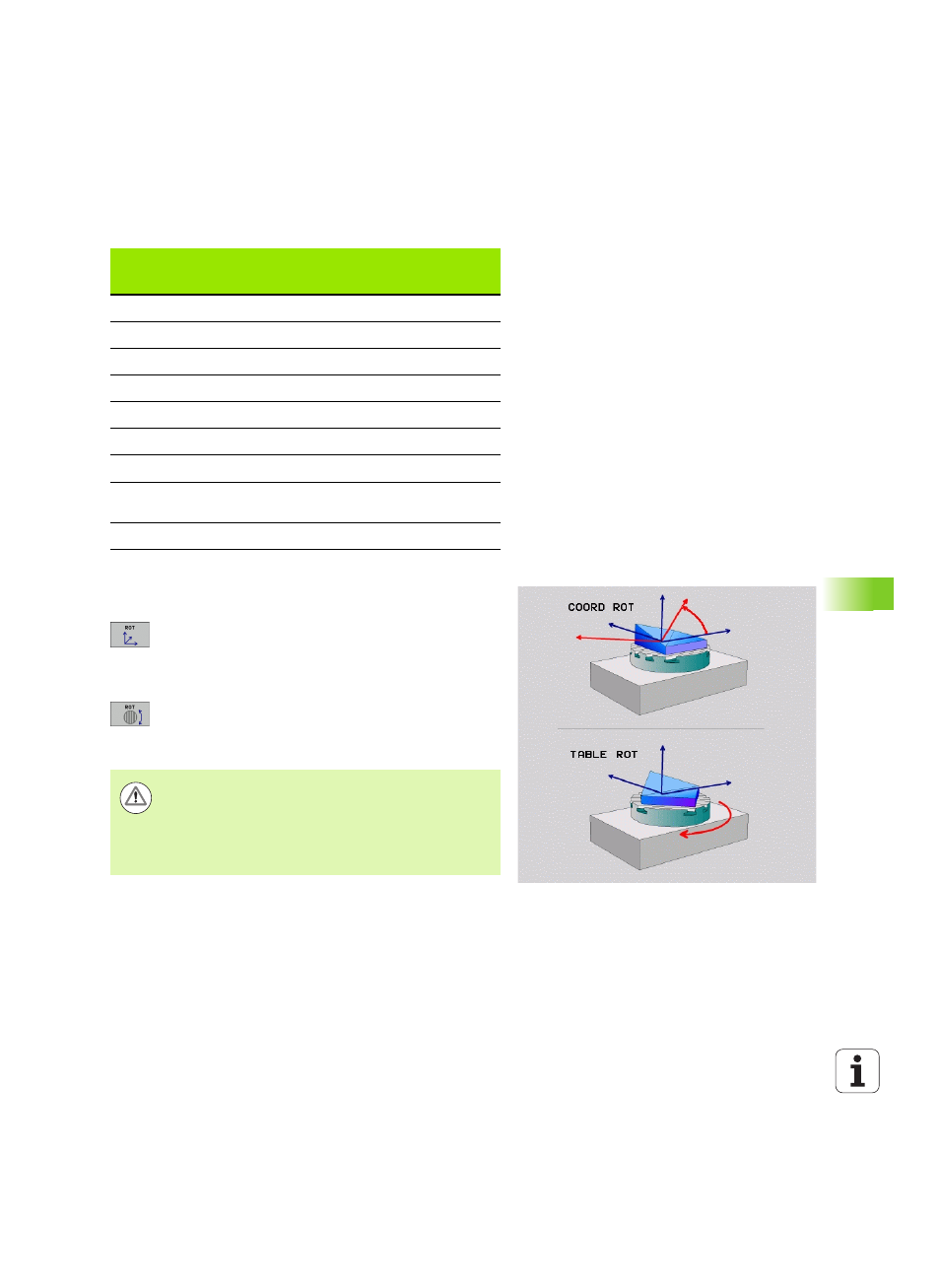
Wybór rodzaju przekształcenia (zapis opcjonalnie)
Dla maszyn posiadających stół obrotowy C, znajduje się do dyspozycji
funkcja, umożliwiająca określenie rodzaju przekształcenia:
U
COORD ROT określa, iż funkcja PLANE ma obracać
układ współrzędnych na zdefiniowaną wartość kąta
nachylenia. Stół obrotowy nie zostaje
przemieszczony, kompensacja obrotu następuje
obliczeniowo
U
TABLE ROT określa, iż funkcja PLANE ma
pozycjonować stół obrotowy na zdefiniowaną wartość
kąta nachylenia. Kompensacja następuje poprzez
obrót przedmiotu
Wyłącznik
końcowy
Pozycja
startu
SEQ
Wynik
ustawienia
osi
Brak
A+0, C+0
nie zaprog.
A+45, C+90
Brak
A+0, C+0
+
A+45, C+90
Brak
A+0, C+0
–
A–45, C–90
Brak
A+0, C–105
nie zaprog.
A–45, C–90
Brak
A+0, C–105
+
A+45, C+90
Brak
A+0, C–105
–
A–45, C–90
–90 < A < +10
A+0, C+0
nie zaprog.
A–45, C–90
–90 < A < +10
A+0, C+0
+
Komunikat o
błędach
Brak
A+0, C-135
+
A+45, C+90
Podczas wykorzystywania funkcji PLANE AXIAL funkcje
COORD ROT i TABLE ROT nie spełniają żadnej funkcji.
Jeśli używa się funkcji TABLE ROT w połączeniu z
obrotem od podstawy i kątem nachylenia 0, to TNC
nachyla stół pod kątem zdefiniowanym w obrocie od
podstawy.