HEIDENHAIN TNC 620 (340 56x-03) ISO programming Instrukcja Obsługi
Strona 322
322
Programowanie: obróbka wieloosiowa
11
.2 Funkcja PLANE: nachylenie p
łaszczyzny obróbki (opcja sof
tware 1)
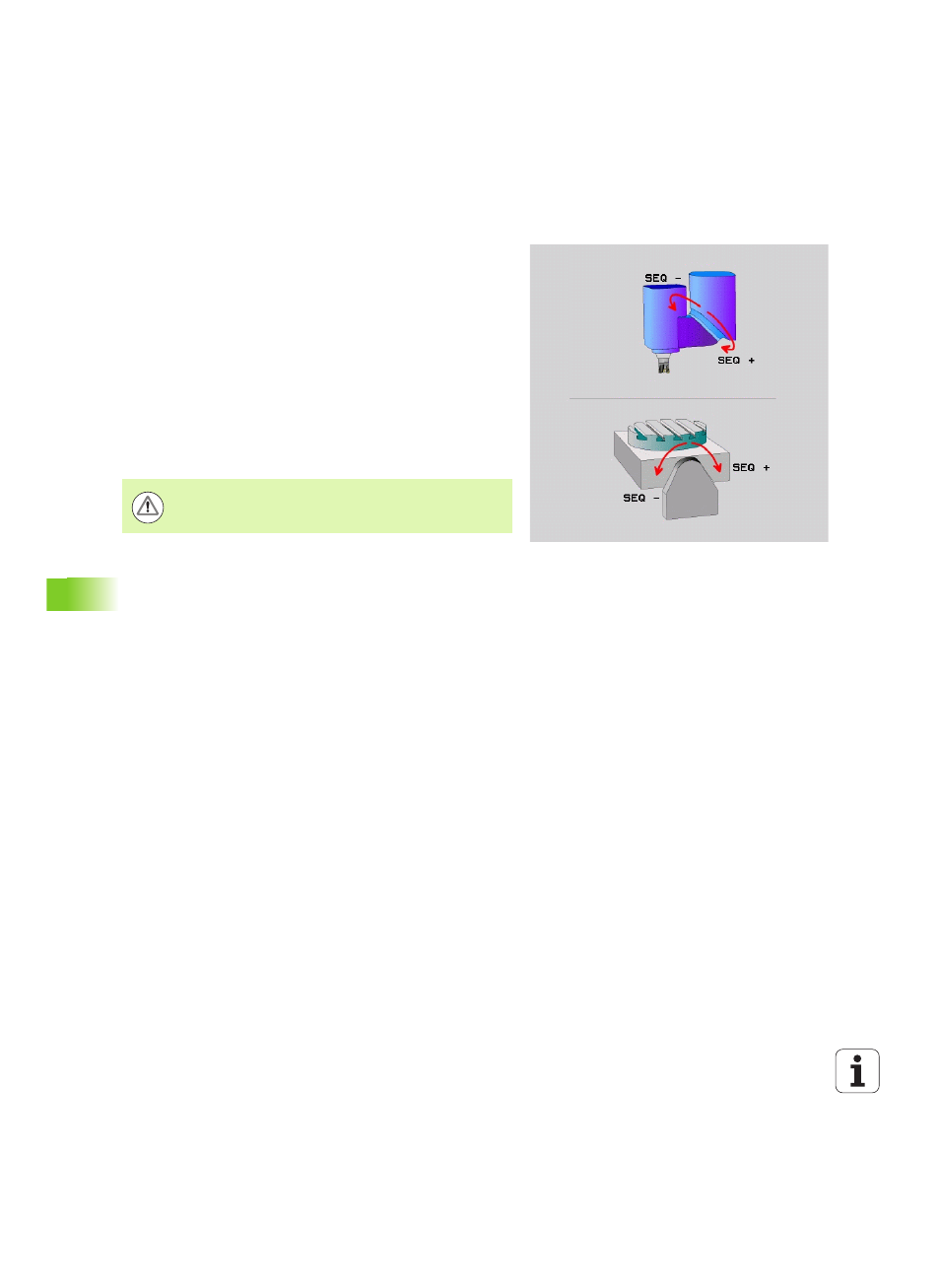
Wybór alternatywnych możliwości nachylenia: SEQ +/– (zapis
opcjonalny)
Na podstawie zdefiniowanego przez operatora położenia płaszczyzny
obróbki TNC musi obliczyć odpowiednie położenie znajdujących się na
maszynie osi obrotu. Z reguły pojawiają się zawsze dwie możliwości
rozwiązania.
Poprzez przełącznik SEQ nastawiamy, którą możliwość rozwiązania
TNC zastosować
SEQ+ tak pozycjonuje oś nadrzędną, iż przyjmuje ona kąt dodatni.
Oś nadrzędna to 2. oś obrotu wychodząc od stołu i 1. oś obrotu
wychodząc od narzędzia ( w zależności od konfiguracji maszyny,
patrz także ilustracja po prawej u góry)
SEQ- tak pozycjonuje oś nadrzędną, iż przyjmuje ona kąt ujemny
Jeżeli wybrane poprzez SEQ rozwiązanie nie leży w obrębie zakresu
przemieszczenia maszyny, to TNC wydaje komunikat o błędach kąt
nie dozwolony
Jeśli SEQ nie definiujemy, to TNC ustala rozwiązanie w następujący
sposób:
1 TNC sprawdza najpierw, czy obydwie możliwości rozwiązania leżą
w na odcinku przemieszczenia osi obrotu
2 Jeśli to ma miejsce, to TNC wybiera to rozwiązanie, które
osiągalne jest po najkrótszym odcinku
3 Jeżeli tylko jedno rozwiązanie leży na odcinku przemieszczenia, to
TNC wybiera to rozwiązanie
4 Jeżeli żadno rozwiązanie nie leży na odcinku przemieszczenia, to
TNC wydaje komunikat o błędach Kąt niedozwolony.
Podczas wykorzystywania funkcji PLANE AXIS
przełącznik SEQ nie spełnia żadnej funkcji.