Tor kołowy g02/g03/g05 z określonym promieniem, 4 ruchy po torze– wspó łrz ę dne prostok ątne – HEIDENHAIN TNC 620 (340 56x-03) ISO programming Instrukcja Obsługi
Strona 174
174
Programowanie: programowanie konturów
6.4 Ruchy po torze– wspó
łrz
ę
dne prostok
ątne
Tor kołowy G02/G03/G05 z określonym
promieniem
Narzędzie przemieszcza się po torze kołowym z promieniem R.
Kierunek obrotu
W kierunku wskazówek zegara: G02
Ruchem przeciwnym do ruchu wskazówek zegara: G03
Bez informacji o kierunku obrotu: G05. TNC przemieszcza się po
łuku kołowym z ostatnio zaprogramowanym kierunkiem obrotu
U
Współrzędne punktu końcowego łuku kołowego
U
promień R
Uwaga: znak liczby określa wielkość łuku kołowego!
U
Funkcja dodatkowa M
U
Posuw F
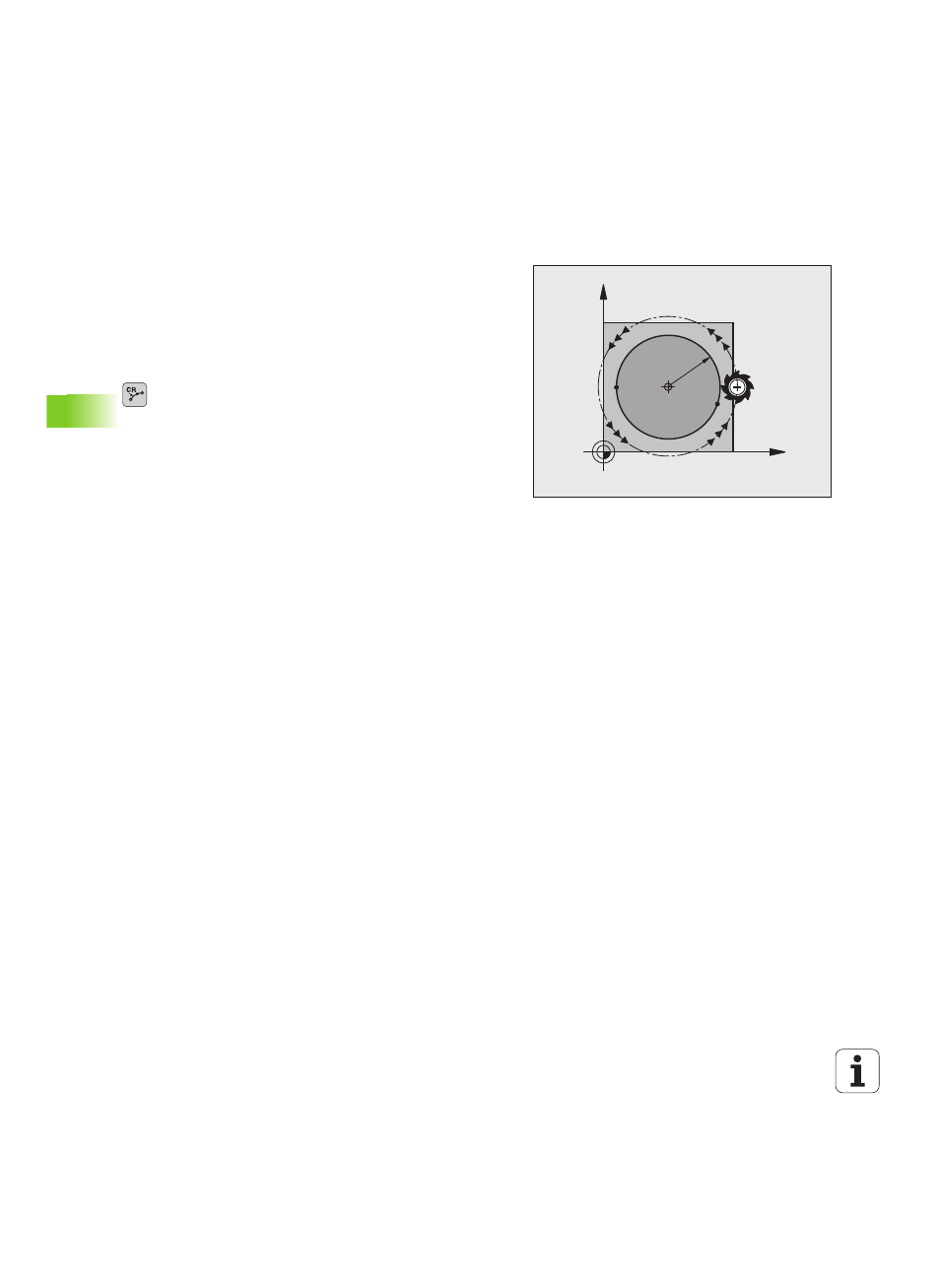
Koło pełne
Dla koła pełnego proszę zaprogramować dwa wiersze okręgu jeden po
drugim:
Punkt końcowy pierwszego półkola jest punktem startu drugiego.
Punkt końcowy drugiego półkola jest punktem startu pierwszego.
X
Y
CC
S1=E
E1=S
R