10 cykle specjalne – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Instrukcja Obsługi
Strona 482
482
8 Programowanie: cykle
8.10 Cykle specjalne
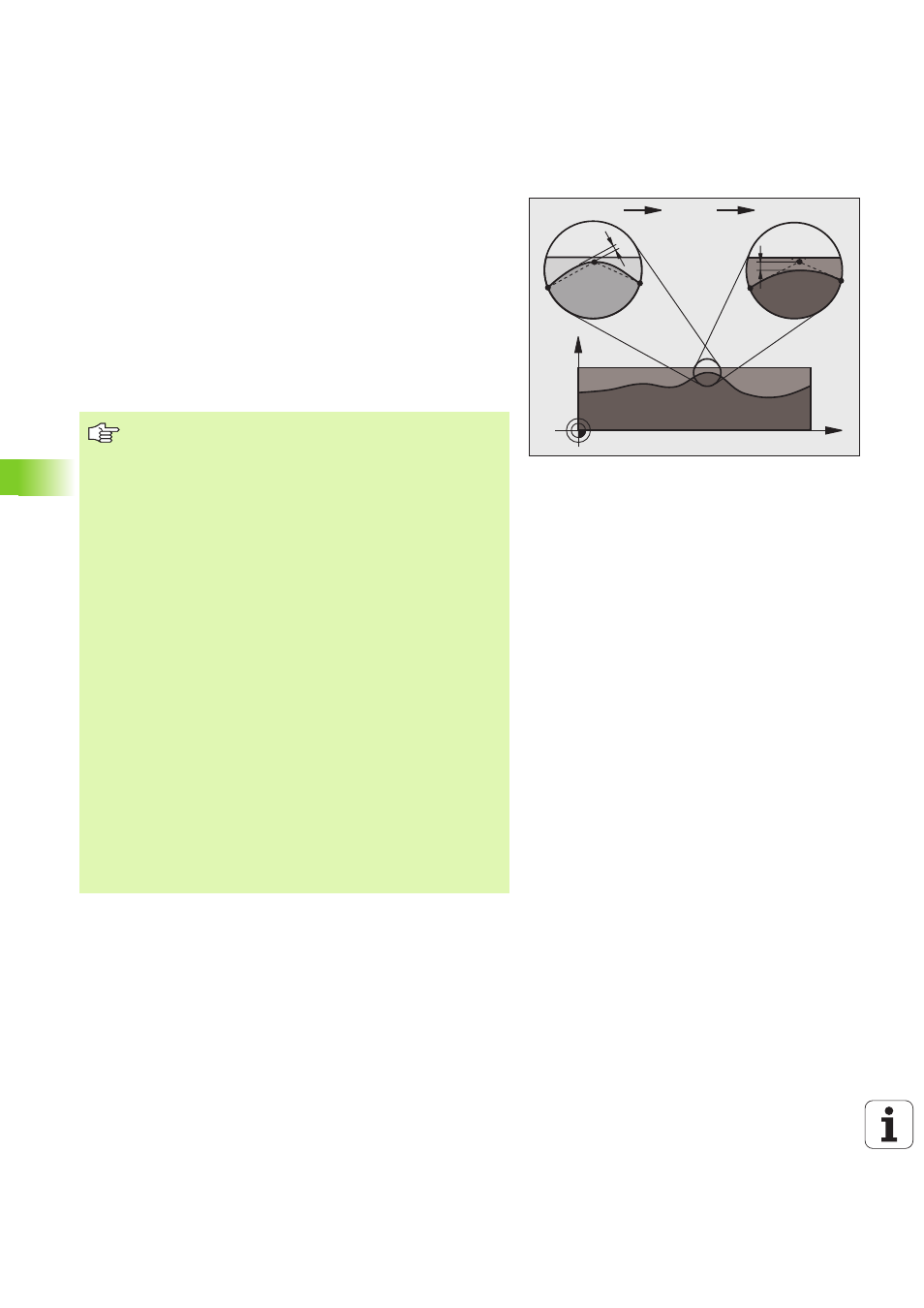
Aspekty wpływające na definicję geometrii w systemie CAM
Znaczącym faktorem, okazującym wpływ, jest definiowalny błąd
cięciwy S w systemie CAM, w programach zapisanych zewnętrznie.
Poprzez błąd cięciwy definiuje się maksymalna odległość punktów
wygenerowanego w postprocesorze (PP) programie NC. Jeśli błąd
cięciwy jest równy lub mniejszy wybranej w cyklu G32 wartości
tolerancji T, to TNC może wygładzać punkty konturu, o ile
zaprogramowany posuw nie zostanie ograniczony przez specjalne
nastawienia obrabiarki.
Optymalne wygładzenie konturu otrzymuje się, jeśli wartość tolerancji
w cyklu G32 leży pomiędzy 1,1 i 2-krotną wartością błędu cięciwy
CAM.
Programowanie
X
Z
T
S
CAM
TNC
PP
Proszę uwzględnić przed programowaniem
Cykl G62 jest DEF-aktywny, to znaczy działa on od jego
definicji w programie.
TNC resetuje cykl G32, jeśli operator
ponownie definiuje cyklG 32 i pytanie dialogu po
wartości tolerancji z NO ENT potwierdza
klawiszem PGM MGT wybrać nowy program
Po zresetowaniu cyklu G32 przez operatora, TNC
aktywuje ponownie nastawioną wstępnie tolerancję przy
użyciu parametrów maszynowych.
Wprowadzona wartość tolerancji T zostaje interpretowana
przez TNC w MM-programie w jednostce miary mm lub w
Inch-programie w jednostce miary cal.
Jeżeli wczytamy program przy pomocy cyklu G32,
zawierający jako program cykliczny tylko wartość tolerancji
T, TNC dodaje w razie potrzeby obydwa pozostałe
parametry o wartości 0.
Przy rosnącej zapisywanej tolerancji zmniejsza się z
reguły średnica okręgu przy ruchach kołowych. Jeśli na
obrabiarce jest aktywny filtr HSC (w razie konieczności
zapytać u producenta maszyn), to ten okrąg może być
większy.
Jeśli cykl G32 jest aktywny, to TNC pokazuje w
dodatkowym wskazaniu stanu, suwak CYC zdefiniowane
parametry cyklu G32.