2 podstawy o funkcjach toru kszta łtowego – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Instrukcja Obsługi
Strona 226
226
6 Programowanie: programowanie konturów
6.2 Podstawy o funkcjach toru kszta
łtowego
Wprowadzenie więcej niż trzech współrzędnych
TNC może sterować 5 osiami jednocześnie. Podczas obróbki z 5
osiami przesuwają się na przykład 3 osie liniowe i 2 obrotowe
jednocześnie.
Program obróbki dla takiego rodzaju obróbki wydawany jest przez
system CAM i nie może zostać zapisany przy maszynie.
Przykład:
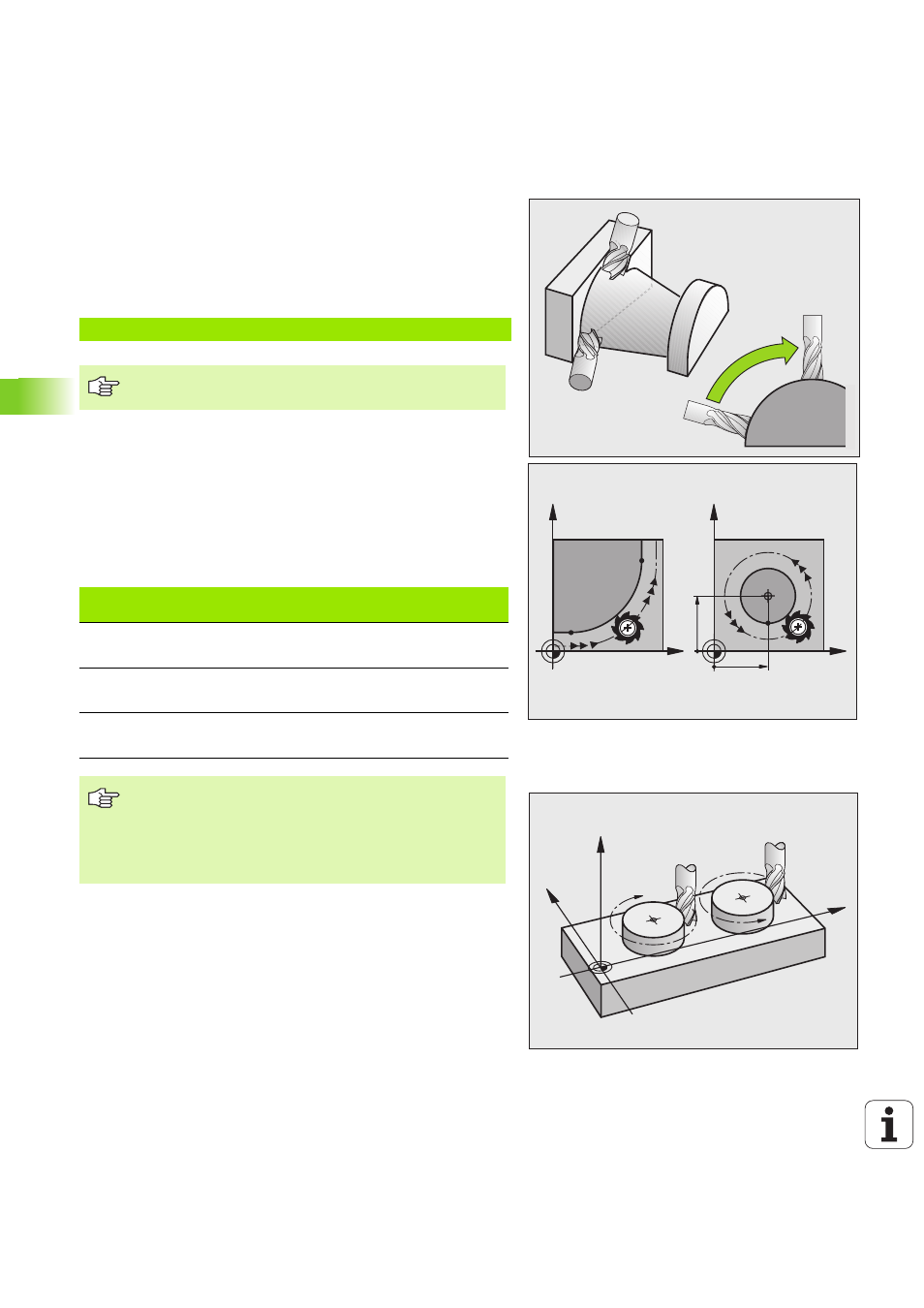
Okręgi i łuki koła
Przy ruchach okrężnych TNC przesuwa dwie osi maszyny
jednocześnie: narzędzie porusza się względnie do przedmiotu na
torze okrężnym. Dla ruchów kołowych można wprowadzić punkt
środkowy okręgu.
Przy pomocy funkcji toru kształtowego dla łuków kołowych
programujemy koła na płaszczyznach głównych: płaszczyzna główna
musi być przy wywoływaniu narzędzia zdefiniowana, wraz z
ustaleniem osi wrzeciona:
Kierunek obrotu przy ruchach kołowych
Dla ruchów okrężnych bez stycznego przejścia do innego
Dla elementów konturu proszę wprowadzić kierunek obrotu używając
następujących funkcji:
Obrót zgodnie z ruchem wskazówek zegara (RWZ): G02/G12
Obrót w kierunku przeciwnym do ruchu wskazówek zegara: G03/
G13
N123 G01 G40 X+20 Y+10 Z+2 A+15 C+6 F100 M3 *
Ruch więcej niż 3 osi nie jest wspomagany graficznie
przez TNC.
X
Y
X
Y
I
J
Oś wrzeciona
Płaszczyzna
główna
Punkt środkowy
okręgu
Z (G17)
XY, także
UV, XV, UY
I,J
Y (G18)
ZX, także
WU, ZU, WX
K,I
X (G19)
YZ, także
VW, YW, VZ
J, K
Okręgi, które nie leżą równolegle do płaszczyzny głównej,
proszę programować przy pomocy funkcji „Nachylić
płaszczyznę obróbki “ (patrz „PŁASZCZYZNA OBROBKI
(cykl G80, opcja software 1)”, strona 470), lub przy
pomocy Q-parametrów (patrz „Zasada i przegląd funkcji”,
G02/G12
G03/G13
X
Z
Y