HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Instrukcja Obsługi
Strona 329
HEIDENHAIN iTNC 530
329
8.3 Cykle dla wiercenia, gwintowania i frezowania gwintów
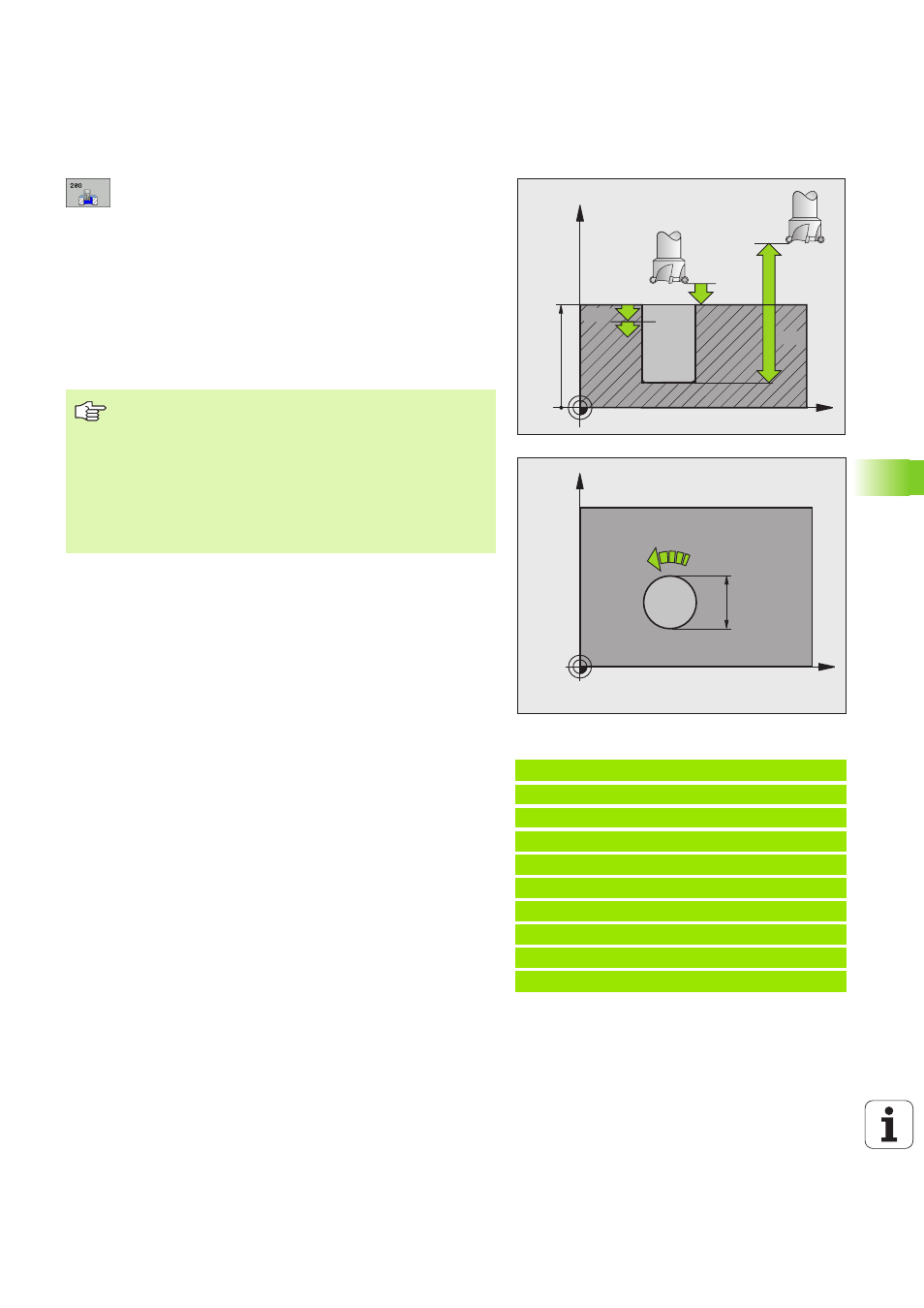
Bezpieczna wysokość Q200 (przyrostowo): odstęp
dolna krawędź narzędzia – powierzchnia obrabianego
przedmiotu
Głębokość Q201 (przyrostowo): odstęp powierzchnia
obrabianego przedmiotu – dno odwiertu
Posuw dosuwu wgłębnego Q206: prędkość
przemieszczenia narzędzia przy wierceniu po linii
śrubowej w mm/min
Dosuw na linię śrubową Q334 (przyrostowo): wymiar, o
jaki narzędzie zostaje każdorazowo dosunięte na linii
śrubowej (=360°)
Współ. powierzchni obrabianego przedmiotu Q203
(absolutnie): współrzędna powierzchni przedmiotu
2-ga Bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może dojść
do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem)
Zadana średnica Q335 (absolutna): średnica odwiertu.
jeśli zostanie wprowadzona zadana średnica równa
średnicy narzędzia, to TNC wierci bez interpolacji linii
śrubowej, bezpośrednio na zadaną głębokość
Wywiercona wstępnie średnica Q342(absolutna): kiedy
tylko wprowadzimy pod Q324 wartość większą od 0,
to TNC nie przeprowadzi sprawdzenia stosunku
średnicy w odniesieniu do średnicy zadanej i średnicy
narzędzia. W ten sposób można wyfrezować
odwierty, których średnica jest więcej niż dwukrotnie
większa od średnicy narzędzia
Rodzaj frezowania Q351: rodzaj obróbki frezowaniem
przy M3
+1 = frezowanie współbieżne
–1 = frezowanie przeciwbieżne
Példa: NC-wiersze
N120 G208 FREZOWANIE UKOSNE NA GOTOWO
Q200=2
;ODSTĘP BEZPIECZEŃSTWA
Q201=-80
;GłĘBOKOŚĆ
Q206=150
;POSUW WCIĘCIA W MATERIAł
Q334=1.5
;GłĘBOKOŚĆ WCIĘCIA
Q203=+100 ;WSPÓł.POWIERZCHNI
Q204=50
;2-GI ODSTĘP BEZPIECZEŃSTWA
Q335=25
;ZADANA ŚREDNICA
Q342=0
;WYWIERC. ŚREDNICA
Q351=+1
;RODZAJ FREZOWANIA
X
Z
Q200
Q201
Q203
Q204
Q334
X
Y
Q206
Q335
Proszę zwrócić uwagę, że narzędzie przy zbyt dużym
dosuwie zarówno samo się uszkodzi jak i obrabiany
przedmiot.
Aby uniknąć wprowadzania zbyt dużych dosuwów, proszę
wprowadzić w tabeli narzędzi w szpalcie ANGLE
maksymalny możliwy kąt zagłębienia narzędzia, patrz
„Dane o narzędziach”, strona 193. TNC oblicza wówczas
automatycznie maksymalnie dozwolony dosuw i w razie
potrzeby zmienia wprowadzoną wartość.