Frezow.na got. powierzchni bocznych (cykl g124), 6 sl-cykle – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Instrukcja Obsługi
Strona 412
412
8 Programowanie: cykle
8.6 SL-cykle
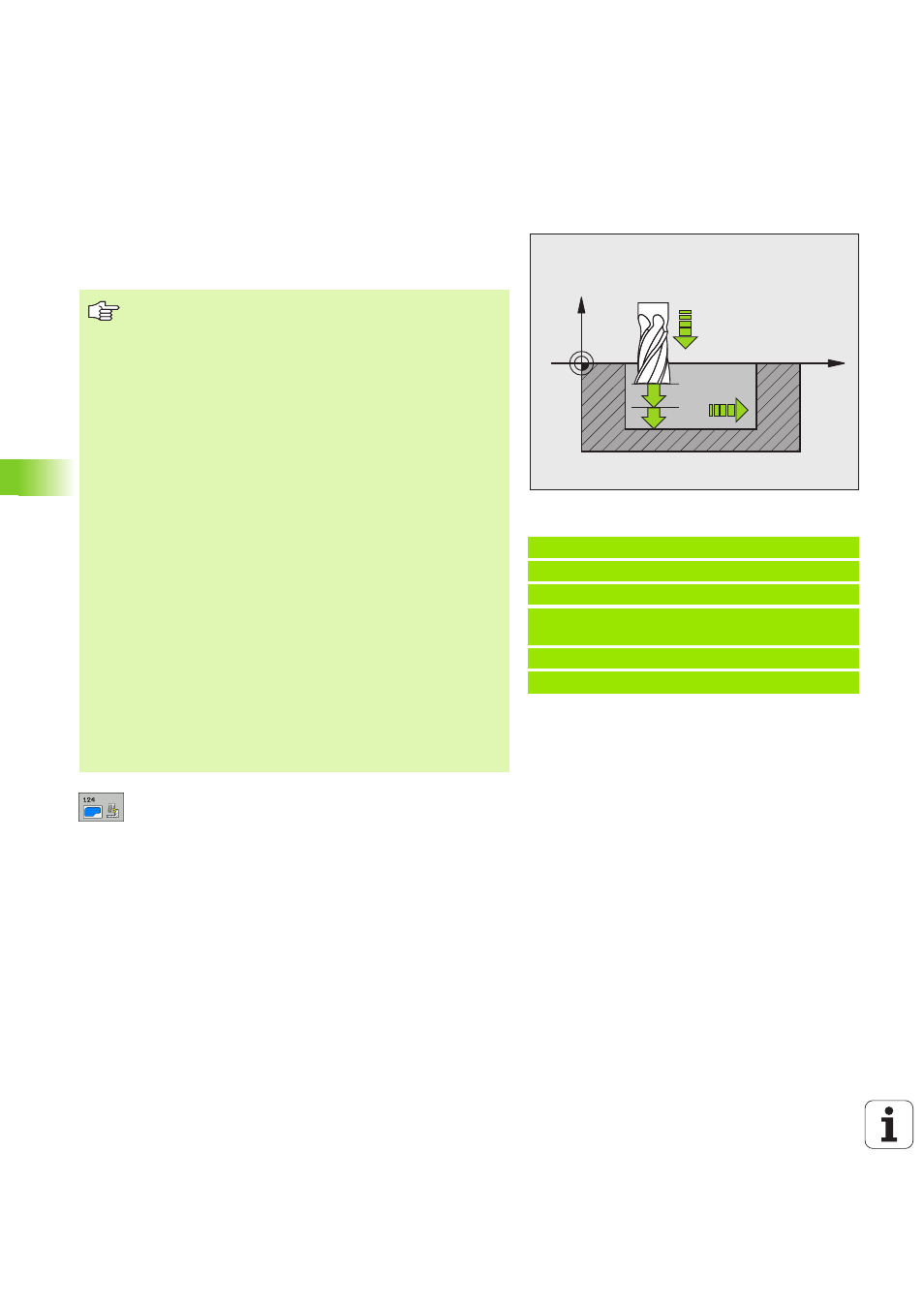
FREZOW.NA GOT. POWIERZCHNI BOCZNYCH
(cykl G124)
TNC przemieszcza narzędzie na torze kołowym stycznie do konturu
częściowego (wycinkowego). Każdy kontur częściowy zostaje
oddzielnie obrabiany na gotowo.
Kierunek obrotu ? Zgodnie z ruchem wskazówek zegara
= –1 Q9:
Kierunek obróbki:
+1: obrót w kierunku przeciwnym do RWZ
–1:Obrót w kierunku RWZ
Głębokość dosuwu Q10 (przyrostowo): wymiar, o jaki
narzędzie zostaje każdorazowo dosunięte
Posuw dosuwu wgłębnego Q11: posuw wcinania w mm/
min
Posuw rozwiercania Q12: posuw frezowania
Naddatek na obróbkę wykańczającą z boku Q14
(przyrostowo): naddatek dla kilkakrotnej obróbki
wykańczającej; ostatnia warstwa materiału na
obróbkę wykańczającą zostanie rozwercona, jeśli
wprowadzimy Q14 = 0
Példa: NC-blok
N61 G124 OBRÓBKA NA GOTOWO BOKU
Q9=+1
;KIERUNEK OBROTU
Q10=+5
;GłĘBOKOŚĆ WCIĘCIA
Q11=100
;POSUW WCIĘCIA W
MATERIAł
Q12=350
;POSUW PRZECIąGANIA
Q14=+0
;NADDATEK Z BOKU
X
Z
Q11
Q12
Q10
Proszę uwzględnić przed programowaniem
Suma naddatku obróbki na got. boku(Q14) i promienia
narzędzia obróbki na gotowo musi być mniejsza niż suma
naddatku obróbki na got. boku (Q3, cykl G120) i promienia
narzędzia przeciągania.
Jeśli odpracowujemy cykl G124 bez uprzedniego
rozwiercenia z cyklem G122 , to obowiązuje pokazane
uprzednio obliczeniu; promień rozwiertaka ma wówczas
wartość „0“.
Można używać cyklu G124 także dla frezowania konturu.
Należy wówczas
Zdefiniować przewidziany do frezowania kontur jako
pojedyńczą wysepkę (bez ograniczenia kieszeni) i
zapisać w cyklu G120 naddatek na obróbkę
wykańczającą (Q3) o większej wartości, niż suma z
naddatku na obróbkę wykańczającą Q14 + promienia
używanego narzędzia
TNC samo ustala punkt startu dla obróbki wykańczającej.
Punkt startu zależy od ilości miejsca w kieszeni i
zaprogramowanego w cyklu G120 naddatku.
TNC oblicza punkt startu także w zależności od kolejności
przy odpracowywaniu. Jeśli wybieramy cykl obróbki na
gotowo klawiszem GOTO i potem uruchomiamy program,
to punkt startu może leżeć w innym miejscu niż miało by to
miejsce przy odpracowywaniu programu w zdefiniowanej
kolejności.