Przykład: cykle wiercenia – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Instrukcja Obsługi
Strona 359
HEIDENHAIN iTNC 530
359
8.3 Cykle dla wiercenia, gwintowania i frezowania gwintów
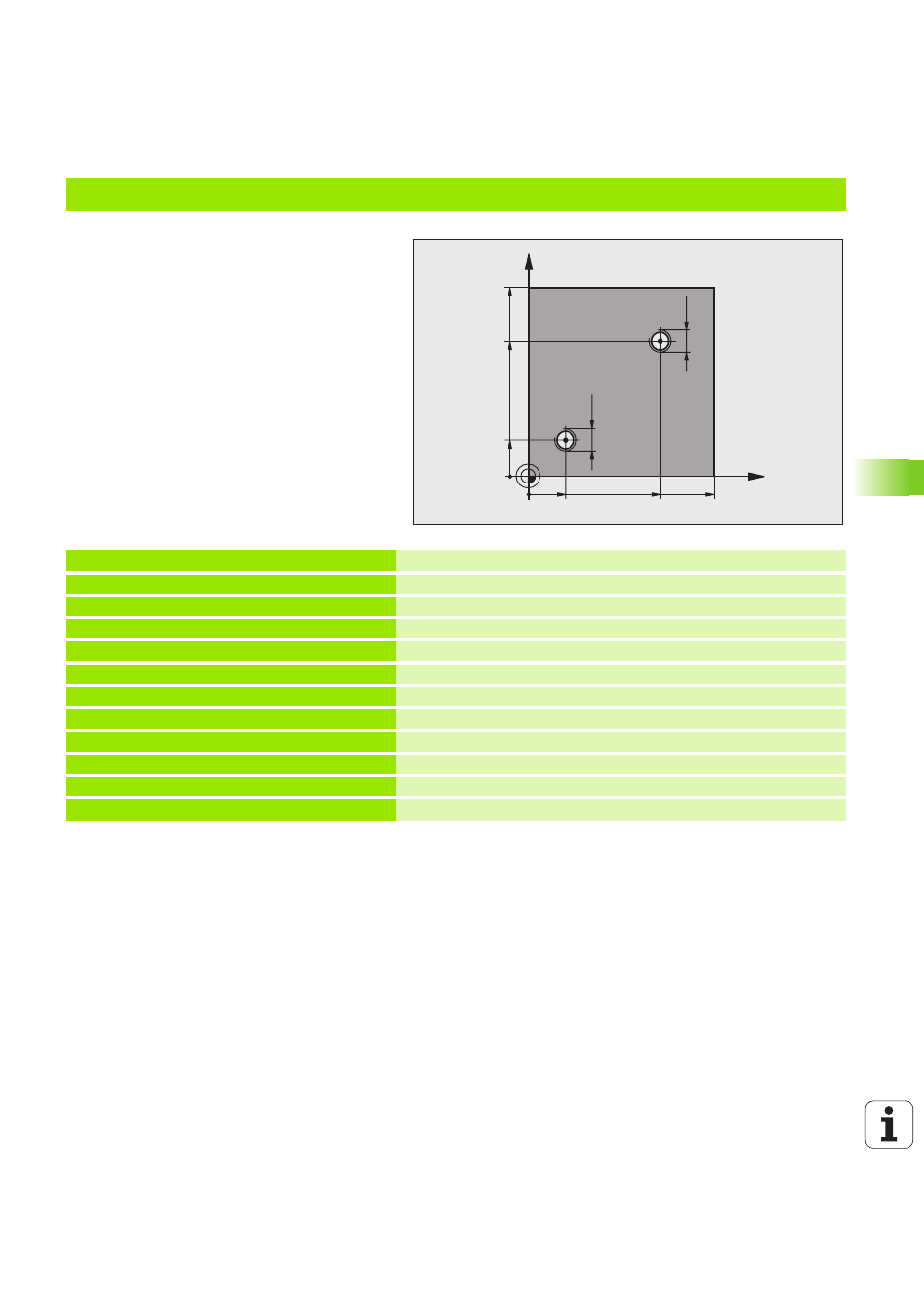
Przykład: cykle wiercenia
Przebieg programu
Cykl wiercenia programować w programie
głównym
Zaprogramować obróbkę w podprogramie,
patrz „Podprogramy”, strona 515
%C18 G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definicja części nieobrobionej
N20 G31 G90 X+100 Y+100 Z+0 *
N30 G99 T1 L+0 R+3 *
Definicja narzędzia
N40 T1 G17 S4500 *
Wywołanie narzędzia
N50 G00 G40 G90 Z+250 *
Wyjście narzędzia z materiału
N60 G86 P01 +30 P02 -1,75 *
Definicja cyklu nacinanie gwintu
N70 X+20 Y+20 *
Dosunąć narzędzie do wiercenia 1
N80 L1,0 *
Wywołać podprogram 1
N90 X+70 Y+70 *
Dosunąć narzędzie do wiercenia 2
N100 L1,0 *
Wywołać podprogram 1
N110 G00 Z+250 M2 *
Wysunąć narzędzie z materiału, koniec programu głównego
X
Y
20
20
100
100
70
70
M1
2
M1
2