3d-dane odpracowac (cykl g60), 8 cykle dla frezowania metod ą wierszowania – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Instrukcja Obsługi
Strona 445
HEIDENHAIN iTNC 530
445
8.8 Cykle dla frezowania metod
ą wierszowania
3D-DANE ODPRACOWAC (cykl G60)
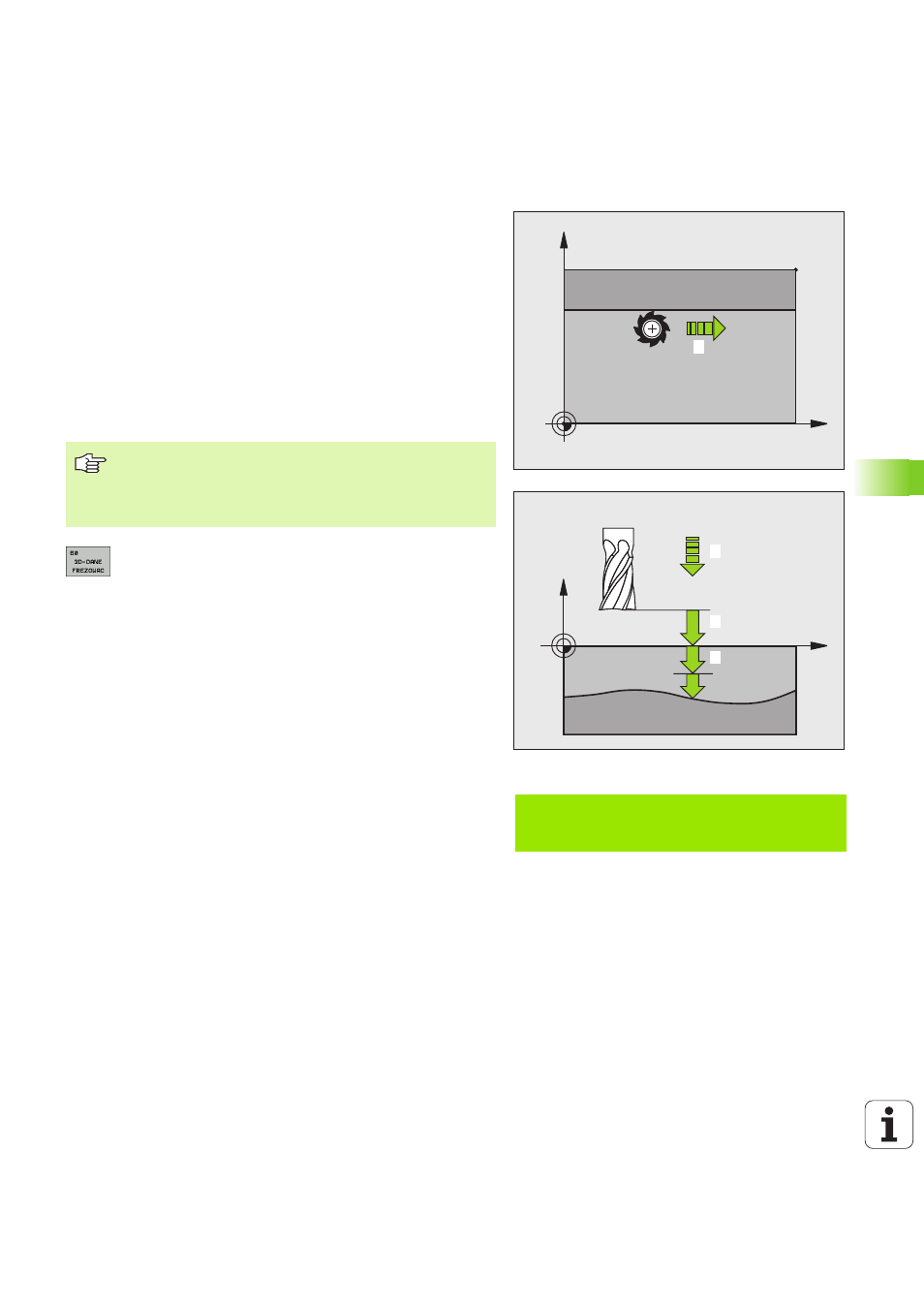
1 TNC pozycjonuje narzędzie na biegu szybkim z aktualnej pozycji w
osi wrzeciona na Bezpieczną wysokość nad zaprogramowanym w
cyklu MAX-punktem
2 Następnie TNC przemieszcza narzędzie z posuwem szybkim na
płaszczyźnie obróbki do zaprogramowanego w cyklu MIN-punktu
3 Stamtąd narzędzie przemieszcza się z posuwem dosuwu na
głębokość do pierwszego punktu konturu
4 Następnie TNC odpracowuje wszystkie zapamiętane w pliku 3D-
danych punkty z posuwem frezowania; jeśli to konieczne TNC
przemieszcza narzędzie na Bezpieczną wysokość aby pominąć
nie obrabiane fragmenty
5 Na koniec TNC przemieszcza narzędzie z posuwem szybkim z
powrotem na Bezpieczną wysokość
Nazwa pliku 3D-danych: Wprowadzić nazwę pliku, w
którym zapamiętane są dane konturu; jeśli ten plik nie
znajduje się w aktualnym katalogu, proszę
wprowadzić kompletną nazwę ścieżki
Obszar MIN-punktu: punkt minimalny (X-, Y- i Z-
współrzędna) obszaru, na którym ma być dokonane
frezowanie
Obszar MAX-punktu: punkt maksymalny (X-, Y- i Z-
współrzędna) obszaru, na którym ma zostać
dokonane frezowanie
Bezpieczna wysokość
1
(przyrostowo): odstęp
pomiędzy ostrzem narzędzia i powierzchnią
obrabianego przedmiotu przy ruchach na biegu
szybkim
Głębokość wcięcia
2
(przyrostowo): wymiar, o jaki
narzędzie zostaje każdorazowo dosunięte
Posuw dosuwu wgłębnego
3
: prędkość
przemieszczania narzędzia przy zagłębianiu w
materiał w mm/min
Posuw frezowania
4
: prędkość przemieszczania się
narzędzia przy frezowaniu w mm/min
Funkcja dodatkowa M: opcjonalne wprowadzenie
funkcji dodatkowej, np. M13
Példa: NC-blok
N64 G60 P01 BSP.I P01 X+0 P02 Y+0
P03 Z-20 P04 X+100 P05 Y+100 P06 Z+0
P07 2 P08 +5 P09 100 P10 350 M13 *
4
Y
X
MIN
MAX
X
Z
1
2
3
Proszę uwzględnić przed programowaniem
Przy pomocy cyklu 30 można odpracowywać zewnętrznie
zapisane programy z dialogiem tekstem otwartym kilkoma
wcięciami w materiał.