Patrz „nakiełkowanie (cykl 240), Na stronie 312), Nakiełkowanie (cykl 240) – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Instrukcja Obsługi
Strona 312
312
8 Programowanie: cykle
8.3 Cykle dla wiercenia, gwintowania i frezowania gwintów
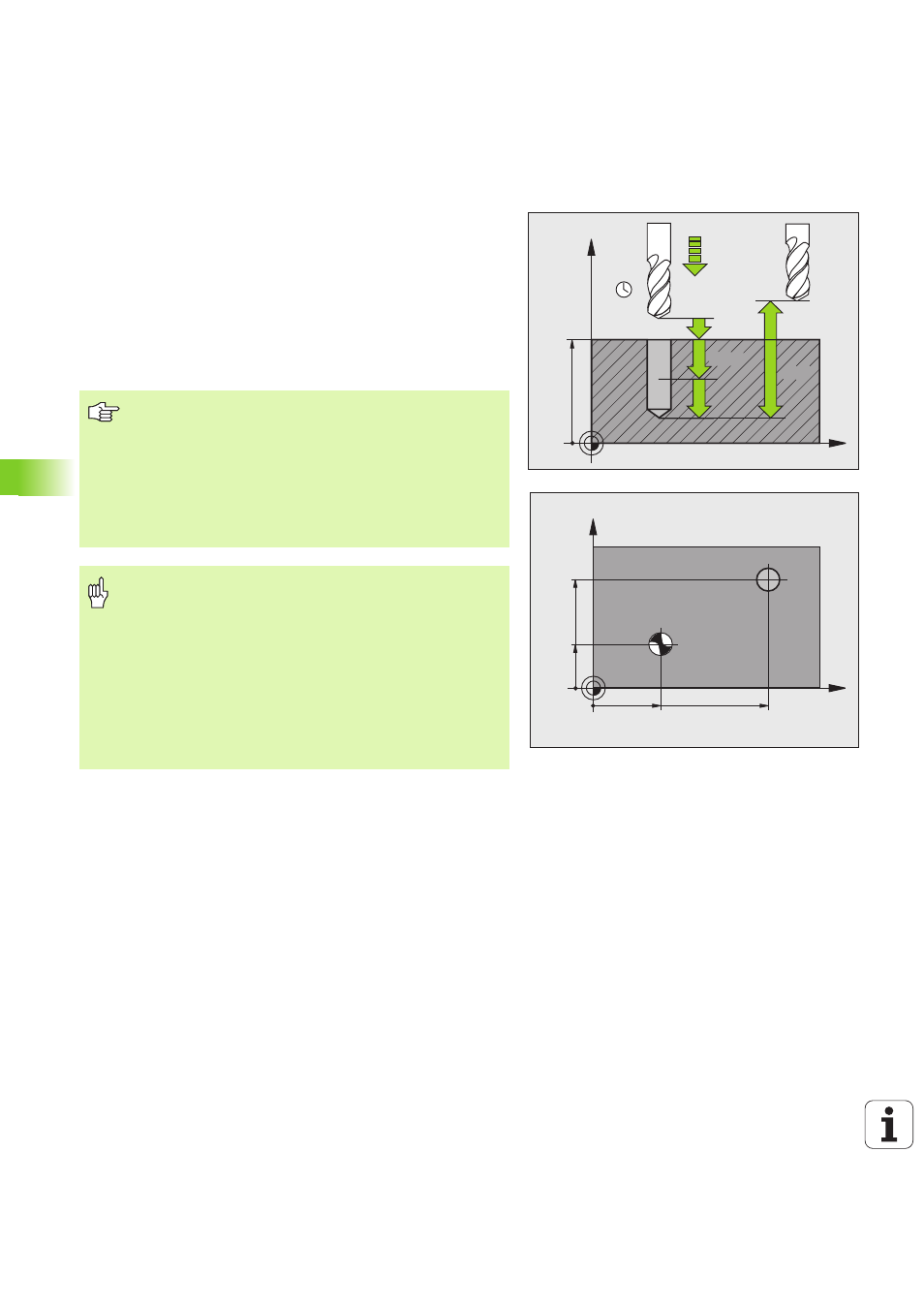
NAKIEŁKOWANIE (cykl 240)
1 TNC pozycjonuje narzędzie w osi wrzeciona na biegu szybkim
FMAX na Bezpieczną wysokość nad powierzchnią obrabianego
przedmiotu
2 Narzędzie dokonuje nakiełkowania z zaprogramowanym posuwem
F aż do zapisanej średnicy nakiełkowania lub na wprowadzoną
głębokość nakiełkowania
3 Jeżeli zdefiniowano, narzędzie przebywa pewien czas na dnie
nakiełkowania
4 Na koniec narzędzie przemieszcza się z FMAX na Bezpieczną
wysokość lub –jeśli wprowadzono – na 2-gą Bezpieczna wysokość
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
30
X
Y
20
80
50
Proszę uwzględnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcją
promienia G40.
Znak liczby parametru cyklu Q344 (średnica, lub Q201
(głębokość) określa kierunek pracy. Jeśli zaprogramujemy
średnicę lub głębokość = 0, to TNC nie wykonuje tego
cyklu.
Przy pomocy parametru maszynowego 7441 bit 2
nastawiamy, czy TNC ma wydawać komunikat o błędach
przy wprowadzaniu dodatniej głębokości (bit 2=1) czy też
nie (bit 2 = 0).
Uwaga niebezpieczeństwo kolizji!
Proszę zwrócić uwagę, iż TNC przy dodatniej
wprowadzonej średnicy lub dodatniej głębokości
odwraca obliczenie pozycji poprzedniej. Narzędzie
przemieszcza się na osi narzędzia na biegu szybkim na
odstęp bezpieczeństwa poniżej powierzchni obrabianego
przedmiotu!