Osłona cylindra (cykl g127, opcja software 1), 6 sl-cykle – HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Instrukcja Obsługi
Strona 416
416
8 Programowanie: cykle
8.6 SL-cykle
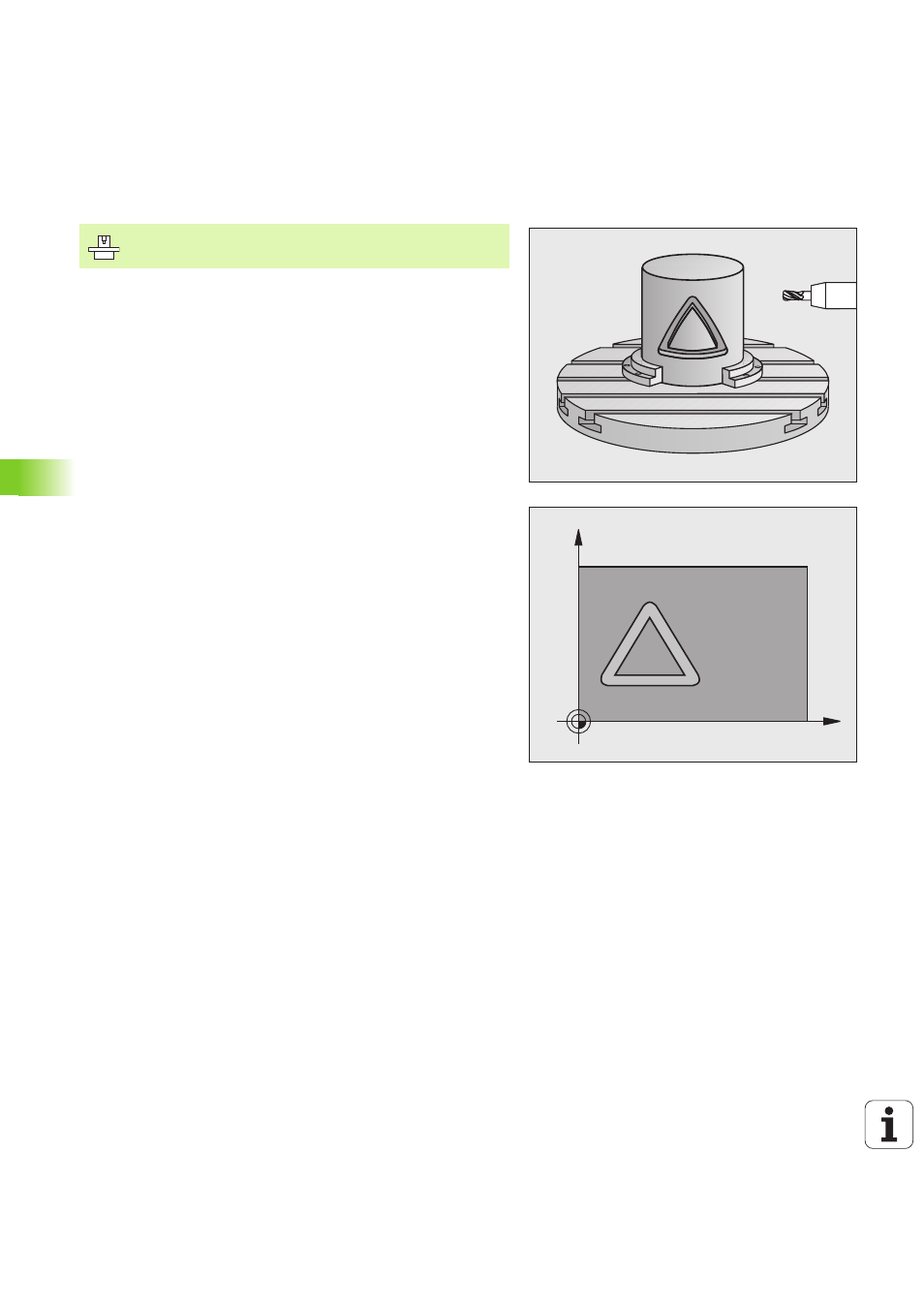
OSŁONA CYLINDRA (cykl G127, opcja software 1)
Przy pomocy tego cyklu można przenieść zdefiniowany na
rozwiniętym materiale kontur na osłonę cylindra. Proszę używać cyklu
G128, jeśli chcemy frezować rowki prowadzące na cylindrze.
Kontur proszę opisać w podprogramie, który zostanie ustalony
poprzez cykl G37(KONTUR).
Podprogram zawiera współrzędne w jednej osi kątowej(np. osi C) i osi,
przebiegającej równolegle do niej (np. osi wrzeciona). Jako funkcje
toru kształtowego, znajdują się G1, G11, G24, G25 i G2/G3/G12/G13
z R do dyspozycji.
Dane w osi kątowej można wprowadzać do wyboru w stopniach lub w
mm (cale) (proszę ustalić w definicji cyklu).
1 TNC pozycjonuje narzędzie nad punktem wcięcia; przy tym
uwzględniany jest naddatek na obróbkę wykańczającą z boku
2 Na pierwszej głębokości dosuwu narzędzie frezuje z posuwem
frezowania Q12 kontur od wewnątrz na zewnątrz
3 Na końcu konturu TNC przemieszcza narzędzie na Bezpieczną
wysokość i z powrotem do punktu wcięcia;
4 Kroki od 1 do 3 powtarzają się, aż zostanie osiągnięta
zaprogramowana głębokość frezowania Q1
5 Następnie narzędzie przemieszcza się na Bezpieczną wysokość
C
Z
Maszyna i TNC muszą być przygotowane przez
producenta maszyn.