HEIDENHAIN iTNC 530 (340 49x-04) ISO programming Instrukcja Obsługi
Strona 326
326
8 Programowanie: cykle
8.3 Cykle dla wiercenia, gwintowania i frezowania gwintów
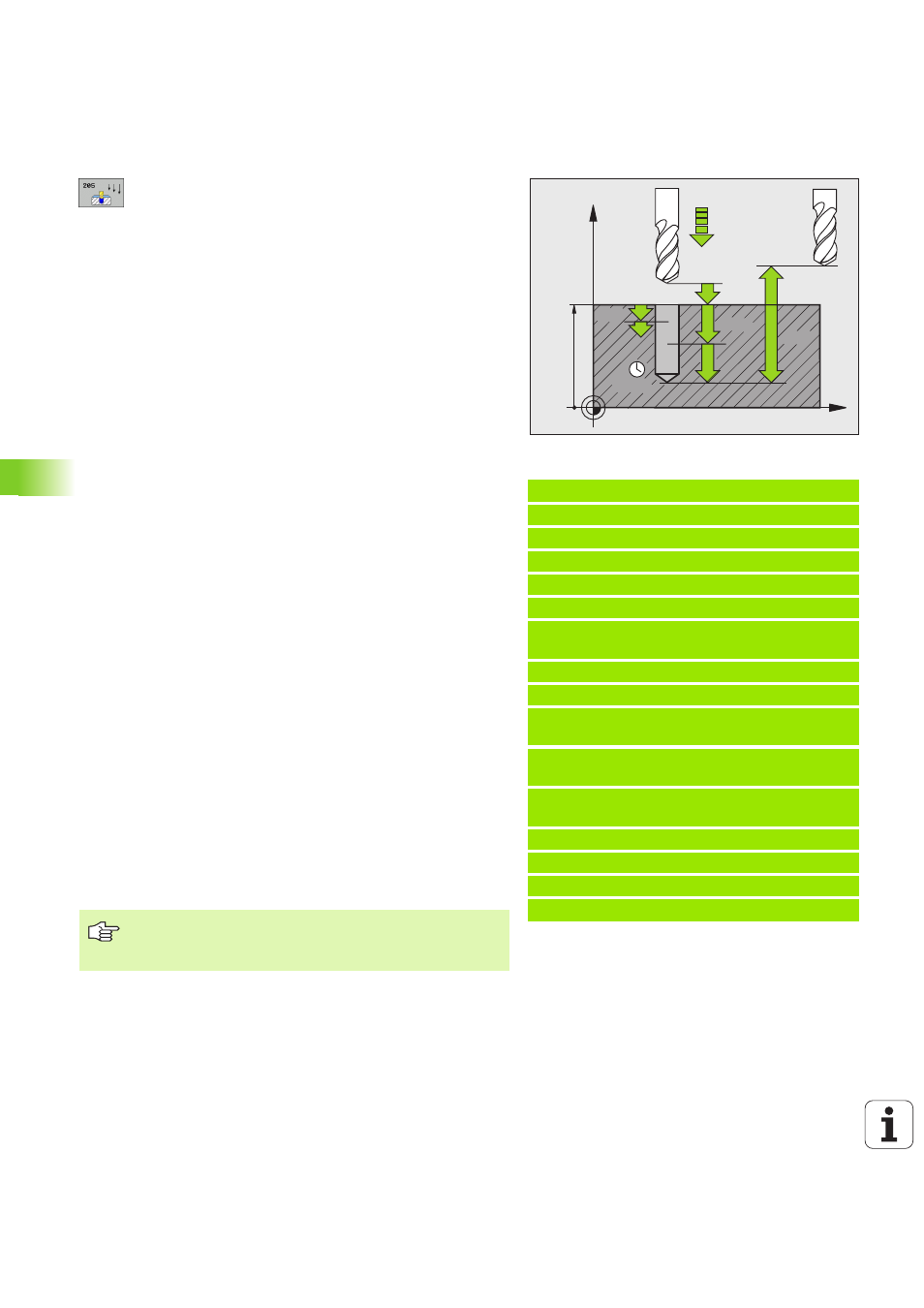
Bezpieczna wysokość Q200 (przyrostowo): odstęp
ostrze narzędzia – powierzchnia obrabianego
przedmiotu
Głębokość Q201 (przyrostowo): odstęp powierzchnia
obrabianego przedmiotu – dno odwiertu (wierzchołek
stożka odwiertu)
Posuw wcięcia w materiał Q206: prędkość
przemieszczenia narzędzia przy wierceniu w mm/min
Głębokość wcięcia Q202 (przyrostowo): wymiar, o jaki
narzędzie każdorazowo wchodzi w materiał .
Głębokość nie musi być wielokrotnością głębokości
wcięcia w materiał. TNC dojeżdża jednym chodem
roboczym na głębokość jeżeli:
głębokość wcięcia i głębokość są sobie równe
głębokość wcięcia jest większa niż głębokość
Współ. powierzchni obrabianego przedmiotu Q203
(absolutnie): współrzędna powierzchni przedmiotu
2-ga Bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może dojść
do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem)
Ilość zdejmowanego materiału Q212 (przrostowo):
wartość, o jaką TNC zmniejsza głębokość dosuwu
Q202 po każdym dosunięciu narzędzia
Minimalna głębokość dosuwu Q205 (przyrostowo): jeśli
została wprowadzona ilość zdejmowanego materiału,
to TNC ogranicza dosuw narzędzia do wprowadzonej
z Q205 wartości
Odstęp wyprzedzania u góry Q258 (przyrostowo):
bezpieczna wysokość dla pozycjonowania na biegu
szybkim, jeśli TNC przemieszcza narzędzie po
powrocie z odwiertu ponowenie na aktualną
głębokość dosuwu; wartość jak przy pierwszym
dosuwie
Odstęp wyprzedzania u dołu Q259 (przyrostowo):
odstęp bezpieczeństwa dla pozycjonowania na biegu
szybkim, jeśli TNC przemieszcza narzędzie po
powrocie z wiercenia ponownie na aktualną
głębokość dosuwu; wartość jak przy ostatnim
dosuwie
Példa: NC-wiersze
N110 G205 WIERCENIE UNIWERSALNE
Q200=2
;ODSTĘP BEZPIECZEŃSTWA
Q201=-80
;GłĘBOKOŚĆ
Q206=150
;POSUW WCIĘCIA W MATERIAł
Q202=15
;GłĘBOKOŚĆ WCIĘCIA
Q203=+100 ;WSPÓł.POWIERZCHNI
Q204=50
;2-GI ODSTĘP
BEZPIECZEŃSTWA
Q212=0.5
;ZDEJMOWANY MATERIAł
Q205=3
;MIN.GłĘBOKOŚĆ WCIĘCIA
Q258=0.5
;DYSTANS WYPRZEDZENIA U
GÓRY
Q259=1
;DYSTANS WYPRZEDZENIA U
DOłU
Q257=5
;Gł.WIERCENIA łAMANIE
WIÓRA
Q256=0.2
;POWR.PRZY łAMANIU WIÓRA
Q211=0.25
;CZAS ZATRZYMANIA NA DOLE
Q379=7.5
;PUNKT STARTU
Q253=750
;POSUW PREPOZYCJONOW.
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
Q211
Q257
Jeśli wprowadzimy Q258 nie równy Q259, to TNC zmienia
równomiernie odstęp wyprzedzania pomiędzy pierwszym i
ostatnim dosuwem.