2 automatyczne ustalanie punktów odniesienia – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Instrukcja Obsługi
Strona 89
HEIDENHAIN iTNC 530
89
3.2 Automatyczne ustalanie punktów odniesienia
PUNKT ODNIESIENIA NAROZE ZEWN. (cykl
sondy 414, DIN/ISO: G414)
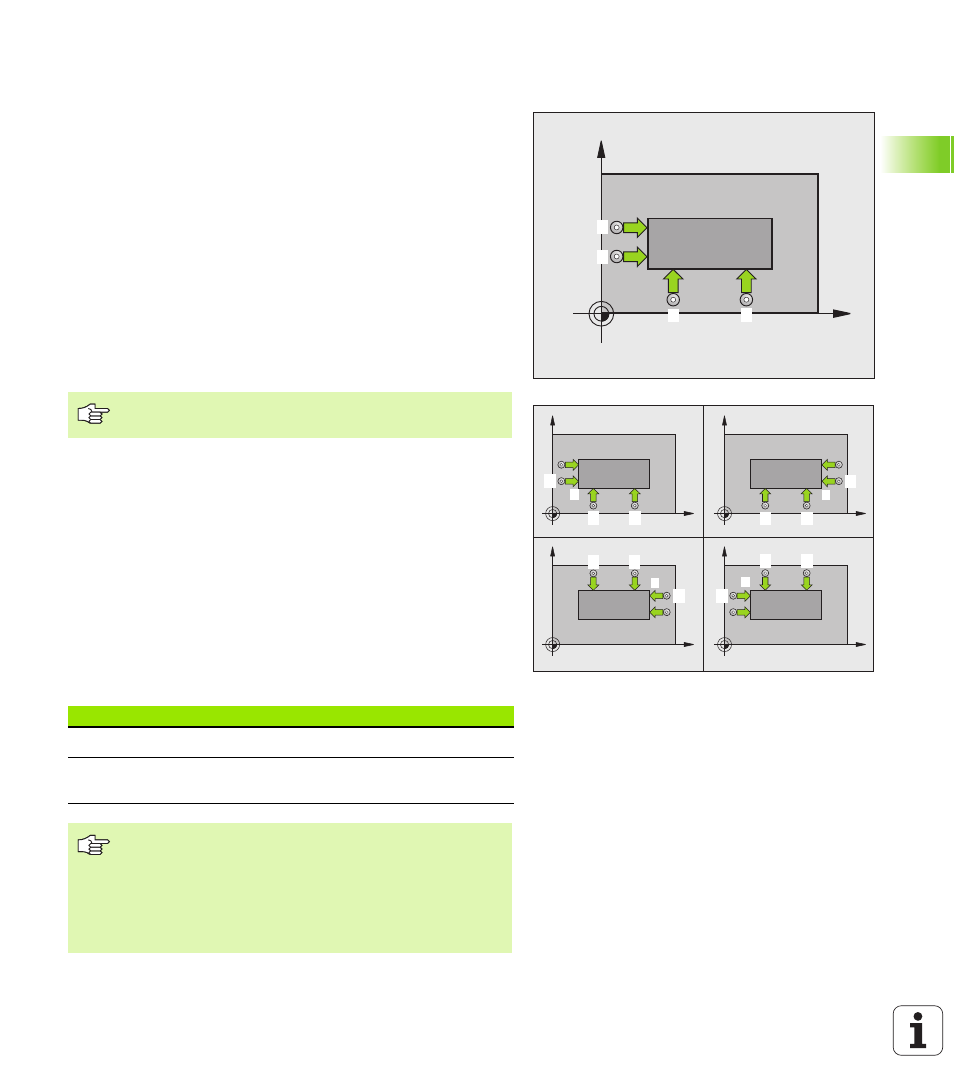
Cykl sondy pomiarowej 414 ustala punkt przecięcia dwóch prostych i
wyznacza ten punkt przecięcia jako punkt odniesienia. Do wyboru
TNC może zapisywać punkt środkowy także do tabeli punktów
zerowych lub tabeli preset.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość z MP6150
lub MP6361) i przy pomocy logiki pozycjonowania (patrz
„Odpracowywanie cykli sondy pomiarowej” na stronie 26) do
pierwszego punktu próbkowania
1
(patrz rysunek po prawej u
góry). TNC przesuwa przy tym sondę pomiarową o odstęp
bezpieczeństwa w kierunku przeciwnym do kierunku
przemieszczenia
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i przeprowadza pierwszą operację próbkowania
z posuwem próbkowania (MP6120 lub MP6360). TNC określa
kierunek próbkowania automatycznie w zależności od
zaprogramowanego 3-go punktu pomiarowego
3 Następnie sonda pomiarowa przemieszcza się do następnego
punktu próbkowania
2
i wykonuje drugą operację próbkowania
4 TNC pozycjonuje sondę pomiarową do punktu próbkowania
3
a
następnie do punktu próbkowania
4
i przeprowadza tam trzecią i
czwartą operację próbkowania
5 Następnie TNC pozycjonuje sondę pomiarową z powrotem na
bezpieczną wysokość i przetwarza ustalony punkt odniesienia w
zależności od parametrów cyklu Q303 i Q305 (patrz „Obliczony
punkt odniesienia zapisać do pamięci” na stronie 69) i zapisuje do
pamięci współrzędne ustalonego naroża w poniżej
przedstawionych parametrach Q
6 Jeśli jest to wymagane, TNC ustala następnie w oddzielnym
zabiegu próbkowania jeszcze punkt bazowy na osi sondy
pomiarowej
X
Y
1
2
4
3
X
Y
X
Y
X
Y
X
Y
A
B
C
D
1
2
3
2
1
3
1
2
3
2
1
3
TNC mierzy pierwszą prostą zawsze w kierunku osi
pomocniczej osi obróbki.
Numer parametru
Znaczenie
Q151 Wartość rzeczywista, naroże, oś główna
Q152
Wartość rzeczywista, naroże, oś
pomocnicza
Proszę uwzględnić przed programowaniem
Poprzez położenie punktów pomiarowych
1
i
3
określamy
to naroże, na którym TNC wyznacza punkt odniesienia
(patrz rysunek po prawej na środku i poniższa tabela).
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.