Patrz „punkt odniesienia srodek, Stronie 70), 2 automatyczne ustalanie punktów odniesienia – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Instrukcja Obsługi
Strona 70
70
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.2 Automatyczne ustalanie punktów odniesienia
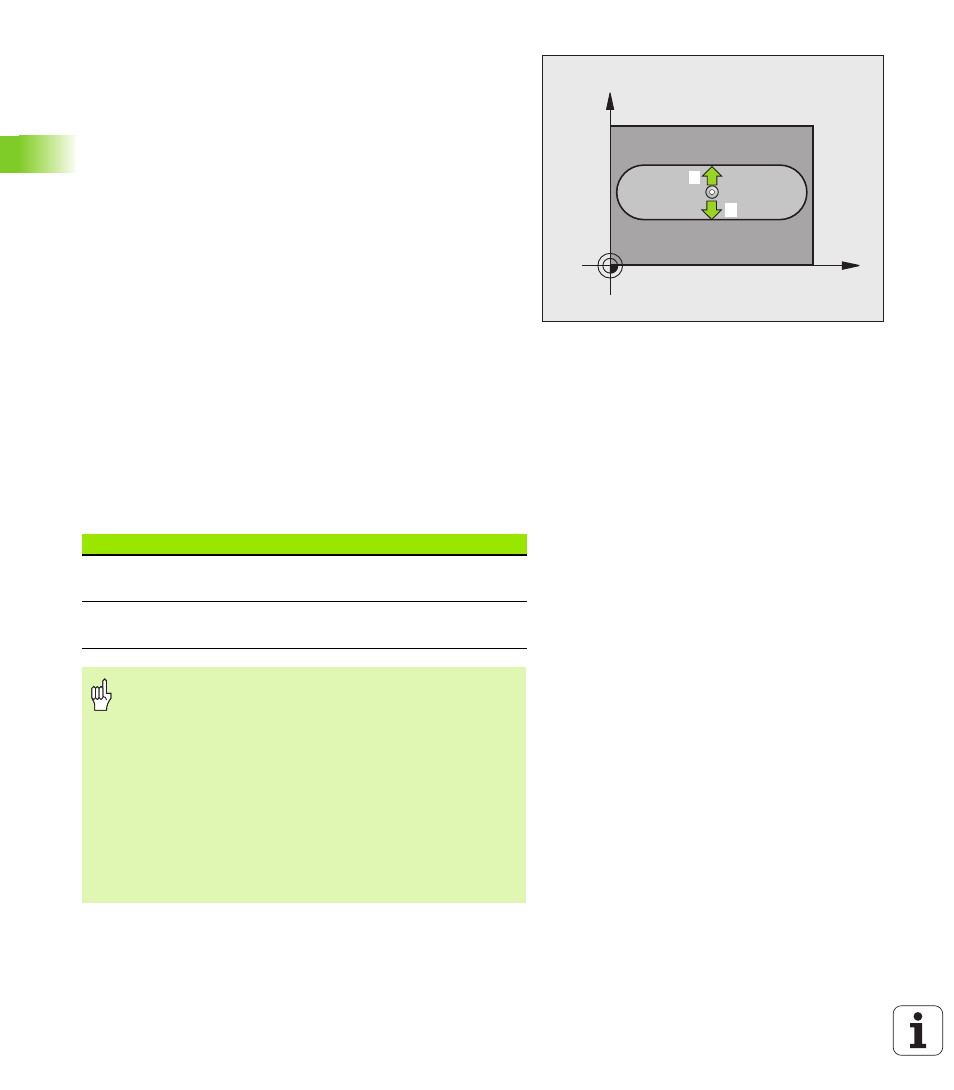
PUNKT ODNIESIENIA SRODEK ROWKA (cykl
sondy 408, DIN/ISO: G408, FCL 3-funkcja)
Cykl sondy pomiarowej 408 ustala punkt środkowy rowka i wyznacza
ten punkt środkowy jako punkt odniesienia. Do wyboru TNC może
zapisywać punkt środkowy także do tabeli punktów zerowych lub tabeli
preset.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość z MP6150
lub MP6361) i przy pomocy logiki pozycjonowania (patrz
„Odpracowywanie cykli sondy pomiarowej” na stronie 26) do
punktu próbkowania
1
. TNC oblicza punkty pomiaru na podstawie
danych w cyklu i odstępu bezpieczeństwa z MP6140
2 Następnie sonda pomiarowa przemieszcza się na zadaną
wysokośćpomiaru i przeprowadza pierwszą operację próbkowania
z posuwem próbkowania (MP6120 lub MP6360)
3 Następnie sonda pomiarowa przemieszcza się równolegle do osi
na wysokość pomiaru albo na bezpieczną wysokość, do
następnego punktu próbkowania
2
i przeprowadza drugą operację
próbkowania
4 Następnie TNC pozycjonuje sondę pomiarową z powrotem na
bezpieczną wysokość i przetwarza ustalony punkt odniesienia w
zależności od parametrów cyklu Q303 i Q305 (patrz „Obliczony
punkt odniesienia zapisać do pamięci” na stronie 69) i zapisuje
wartości rzeczywiste w poniżej przedstawionych parametrach Q
5 Jeśli jest to wymagane, TNC ustala następnie w oddzielnym
zabiegu próbkowania jeszcze punkt bazowy na osi sondy
pomiarowej
X
Y
1
2
Numer parametru
Znaczenie
Q166 Wartość rzeczywista zmierzona
szerokość rowka
Q157
Wartość rzeczywista położenie oś
środkowa
Proszę uwzględnić przed programowaniem
Aby uniknąć kolizji pomiędzy sondą pomiarową i
obrabianym przedmiotem, proszę wprowadzić średnicę
rowka raczej nieco za małą.
Jeśli szerokość rowka i odstęp bezpieczeństwa nie
pozwalają an pozycjonowanie wstępne w pobliżu punktów
próbkowania, to TNC dokonuje próbkowania wychodząc
ze środka rowka. Pomiędzy tymi dwoma punktami
pomiarowymi sonda pomiarowa nie przemieszcza się
wówczas na bezpieczną wysokość.
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.