3 automatyczny pomiar przedmiotów – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Instrukcja Obsługi
Strona 134
134
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.3 Automatyczny pomiar przedmiotów
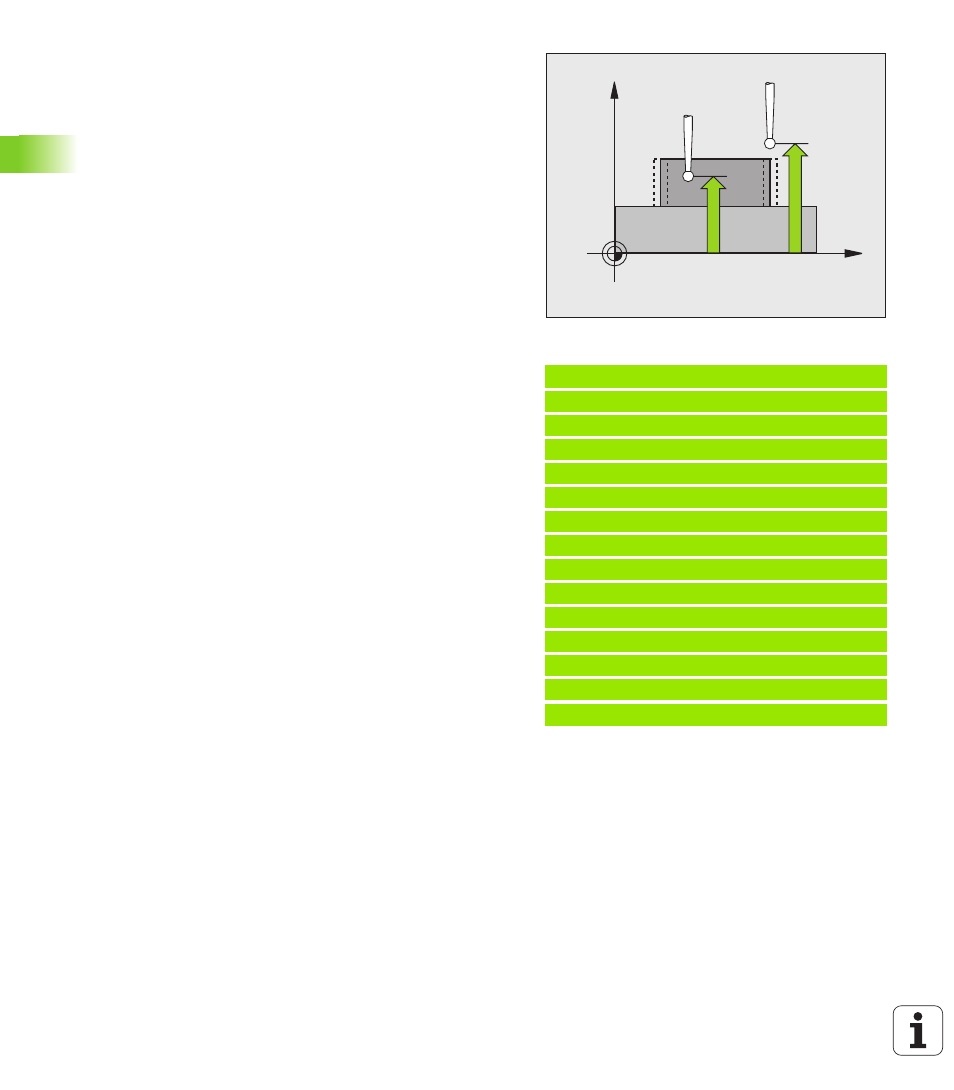
Oś pomiaru Q272: oś płaszczyzny obróbki, na której
ma być przeprowadzony pomiar:
1:oś główna = oś pomiaru
2:oś pomocnicza = oś pomiaru
Wysokość pomiaru w osi sondy Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar
Bezpieczna wysokość Q320 (przyrostowo): dodatkowy
odstęp pomiędzy punktem pomiaru i kulką sondy
pomiarowej. Q320 działa addytywnie do MP6140
Bezpieczna wysokość Q260 (absolutna): współrzędna
na osi sondy pomiarowej, na której nie może dojść do
kolizji pomiędzy sondą i obrabianym przedmiotem
(mocowadłem)
Zadana długość Q311: wartość zadana mierzonej
długości
Największy wymiar Q288: największa dopuszczalna
długość
Największy wymiar Q289: najmniejsza dopuszczalna
długość
Protokół pomiaru Q281: określić, czy TNC ma
generować protokół pomiaru:
0: nie generować protokołu pomiaru
1: Generować protokół pomiaru: TNC zapisuje plik
protokołu TCHPR426.TXT standardowo w tym
folderze, w którym zapisany jest także program
pomiaru
2: przerwać przebieg programu i wyświetlić protokół
pomiaru na ekranie TNC. Kontynuować program z
NC-start
PGM-Stop w przypadku błędów tolerancji Q309:
Q309: określić, czy TNC ma przerwać przebieg
programu przy przekraczaniu tolerancji i ma wydawać
komunikat o błędach:
0: Nie przerywać przebiegu programu, nie wydawać
komunikatu o błędach
1: Przerwać przebieg programu, wydać komunikat o
błędach
Numer narzędzia dla nadzorowania Q330: określić, czy
TNC ma przeprowadzić nadzorowanie narzędzia
(patrz „Nadzór narzędzia” na stronie 113)
0: nadzorowanie nie jest aktywne
>0: numer narzędzia w tabeli narzędzi TOOL.T
Przykład: NC-wiersze
5 TCH PROBE 426 POMIAR MOSTKA ZEWN.
Q263=+50 ;1. PUNKT 1. OSI
Q264=+25 ;1. PUNKT 2. OSI
Q265=+50 ;2. PUNKT 1. OSI
Q266=+85 ;2. PUNKT 2. OSI
Q272=2
;OS POMIARU
Q261=-5
;WYSOKOSC POMIARU
Q320=0
;BEZPIECZNY ODSTEP
Q260=+20 ;BEZPIECZNA WYSOKOSC
Q311=45
;ZADANA DŁUGOSC
Q288=45
;MAKS.WYMIAR
Q289=44.95 ;MIN.WYMIAR
Q281=1
;PROTOKOŁ POMIARU
Q309=0
;PGM-STOP JESLI BŁAD
Q330=0
;NUMER NARZEDZIA
X
Z
Q260
Q261