3 automatyczny pomiar przedmiotów – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Instrukcja Obsługi
Strona 120
120
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.3 Automatyczny pomiar przedmiotów
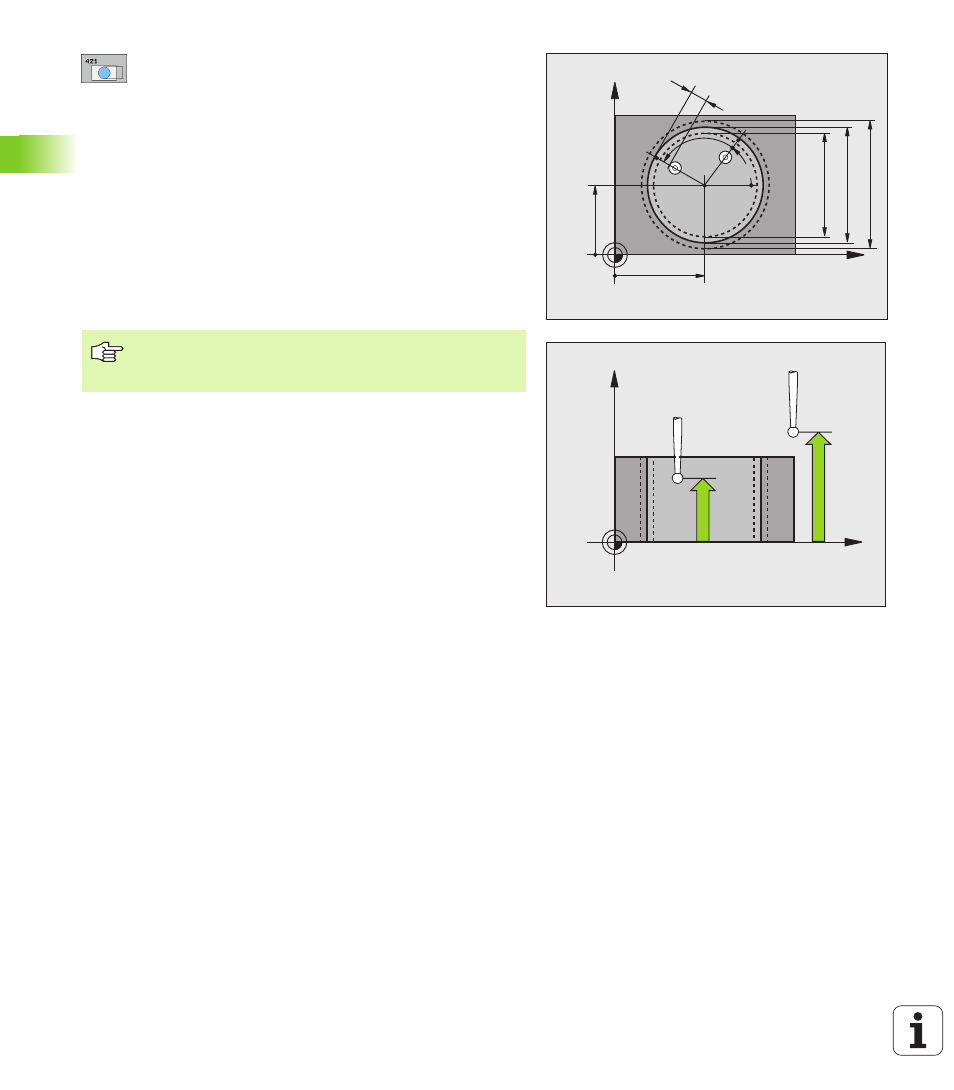
Środek 1-szej osi Q273 (absolutnie): środek odwiertu w
osi głównej płaszczyzny obróbki
Środek 2-giej osi Q274 (absolutnie): środek odwiertu w
osi pomocniczej płaszczyzny obróbki
Srednica zadana Q262: zapisać średnicę odwiertu
Kąt startu Q325 (absolutny): kąt pomiędzy osią
główną płaszczyzny obróbki i pierwszym punktem
próbkowania
Krok kąta Q247 (przyrostowo): kąt pomiędzy dwoma
punktami pomiarowymi, znak liczby kroku kąta
określa kierunek obróbki (- = w kierunku ruchu
wskazówek zegara). Jeśli chcemy dokonać pomiaru
łuków kołowych, to proszę zaprogramować krok kąta
mniejszym od 90°
Wysokość pomiaru w osi sondy Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar
Bezpieczna wysokość Q320 (przyrostowo): dodatkowy
odstęp pomiędzy punktem pomiaru i kulką sondy
pomiarowej. Q320 działa addytywnie do MP6140
Bezpieczna wysokość Q260 (absolutna): współrzędna
na osi sondy pomiarowej, na której nie może dojść do
kolizji pomiędzy sondą i obrabianym przedmiotem
(mocowadłem)
Przejazd na bezpieczną wysokość Q301: określić, jak
sonda ma przemieszczać się pomiędzy punktami
pomiarowymi:
0: przejazd pomiędzy punktami pomiarowymi na
wysokość pomiaru
1: przemieszczenie pomiędzy punktami pomiaru na
bezpiecznej wysokości
Największy wymiar odwiertu Q275: największa
dozwolona średnica odwiertu (kieszeń okrągła)
Najmniejszy wymiar odwiertu Q276: najmniejsza
dozwolona średnica odwiertu (kieszeń okrągła)
Wartość tolerancji środek 1-szej osi Q279: dozwolone
odchylenie położenia na osi głównej płaszczyzny
obróbki
Wartość tolerancji środek 2-giej osi Q280: dozwolone
odchylenie położenia na osi pomocniczej płaszczyzny
obróbki
X
Y
Q274
±Q280
Q273
±Q279
Q27
6
Q325
Q247
Q262
Q275
MP6140
+
Q320
X
Z
Q261
Q260
Im mniejszym programujemy krok kąta, tym niedokładniej
TNC oblicza wymiary odwiertu. Najmniejsza wartość
wprowadzenia: 5°.