HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Instrukcja Obsługi
Strona 25
HEIDENHAIN iTNC 530
25
1.2 Zanim rozpoczniemy prac
ę
z cyklami sondy pomiarowej!
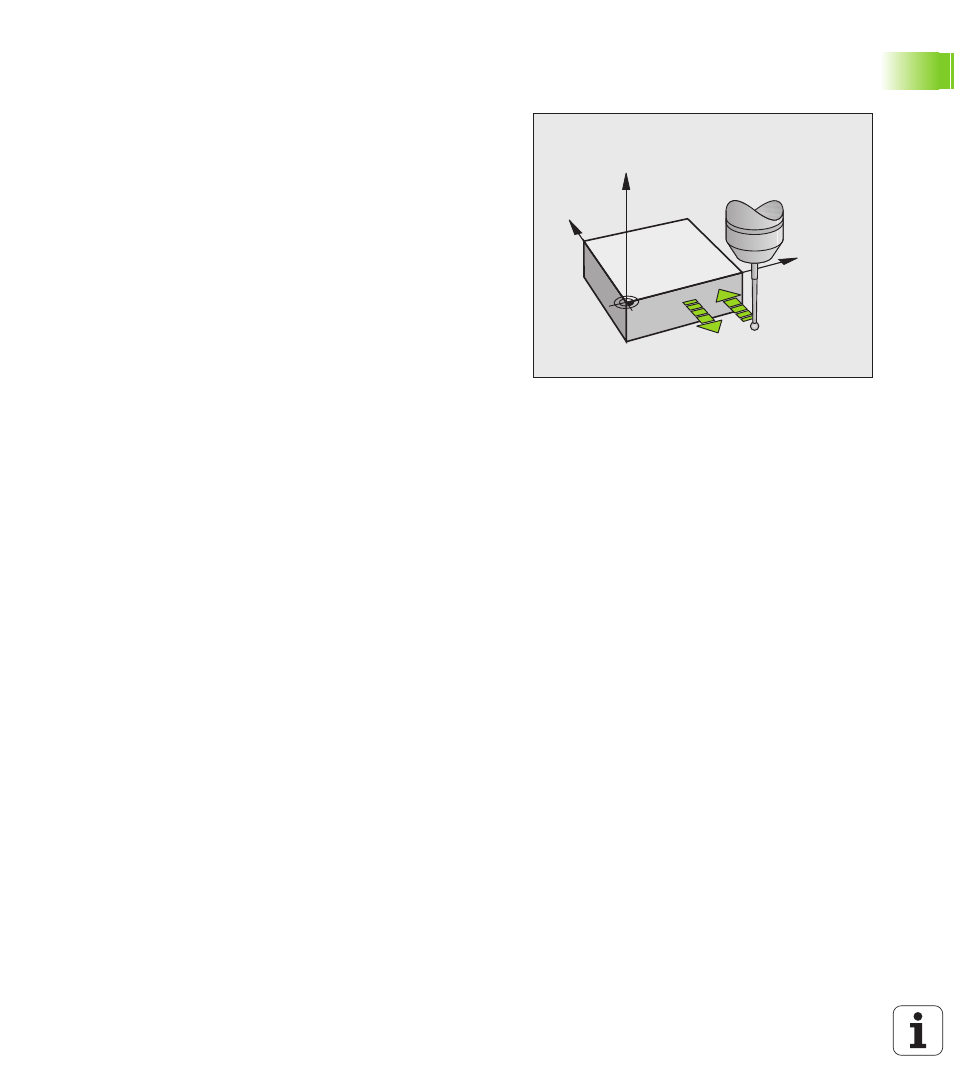
Impulsowa sonda pomiarowa, posuw
próbkowania: MP6120
W MP6120 określamy posuw, z którym TNC ma próbkować obrabiany
przedmiot.
Impulsowa sonda pomiarowa, posuw dla
przemieszczeń pozycjonowania: MP6150
W MP6150 określamy posuw, z którym TNC pozycjonuje wstępnie
sondę pomiarową, albo pozycjonuje między punktami pomiarowymi.
Impulsowa sonda pomiarowa, bieg szybki dla
przemieszczeń pozycjonowania: MP6151
W MP 6151 określamy, czy TNC ma pozycjonować sondę pomiarową
z posuwem zdefiniowanym w MP6150, czy też na biegu szybkim
maszyny.
Wartość zapisu = 0: pozycjonowanie z posuwem z MP6150
Wartość zapisu = 1: pozycjonowanie wstępne na biegu szybkim
KinematicsOpt, granica tolerancji dla trybu
Optymalizacja: MP6600
W MP6600 określamy granicę tolerancji, od której TNC ma pokazywać
w trybie Optymizacja wskazówkę, jeśli ustalone dane kinematyki leżą
poza tą wartością graniczną. Ustawienie wstępne: 0.05. Im większa
jest maszyna, tym większe należy wybierać wartości
Zakres wprowadzenia: 0.001 bis 0.999
KinematicsOpt, dozwolone odchylenie
promienia kulki kalibrującej: MP6601
W MP6601 określamy maksymalnie dozwolone odchylenie
zmierzonego w cyklach automatycznie promienia kulki kalibrującej od
zapisanego parametru cyklu.
Zakres wprowadzenia: 0.01 do 0.1
TNC oblicza promień kulki kalibrującej przy każdym punkcie
pomiarowym dwa razy na wszystkich 5 punktach próbkowania. Jeśli
promień jest większy niż Q407 + MP6601 to pojawia się komunikat o
błędach, ponieważ system zakłada, iż wystąpiło zabrudzenie.
Jeśli ustalony przez TNC promień jest mniejszy od 5 * (Q407 -
MP6601), to TNC wydaje również komunikat o błędach.
Y
X
Z
MP6120
MP6360
MP6150
MP6361