3 automatyczny pomiar przedmiotów, Wyniki pomiarów w q-parametrach, Status pomiaru – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Instrukcja Obsługi
Strona 112: Nadzór tolerancji
112
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.3 Automatyczny pomiar przedmiotów
Wyniki pomiarów w Q-parametrach
Wyniki pomiarów danego cyklu próbkowania TNC odkłada w
działających globalnie Q-parametrach Q150 do Q160. Odchylenia od
wartości zadanej są zapamiętane w parametrach Q161 do Q166.
Proszę zwrócić uwagę na tabelę parametrów wyniku, które ukazana
jest przy każdym opisie cyklu.
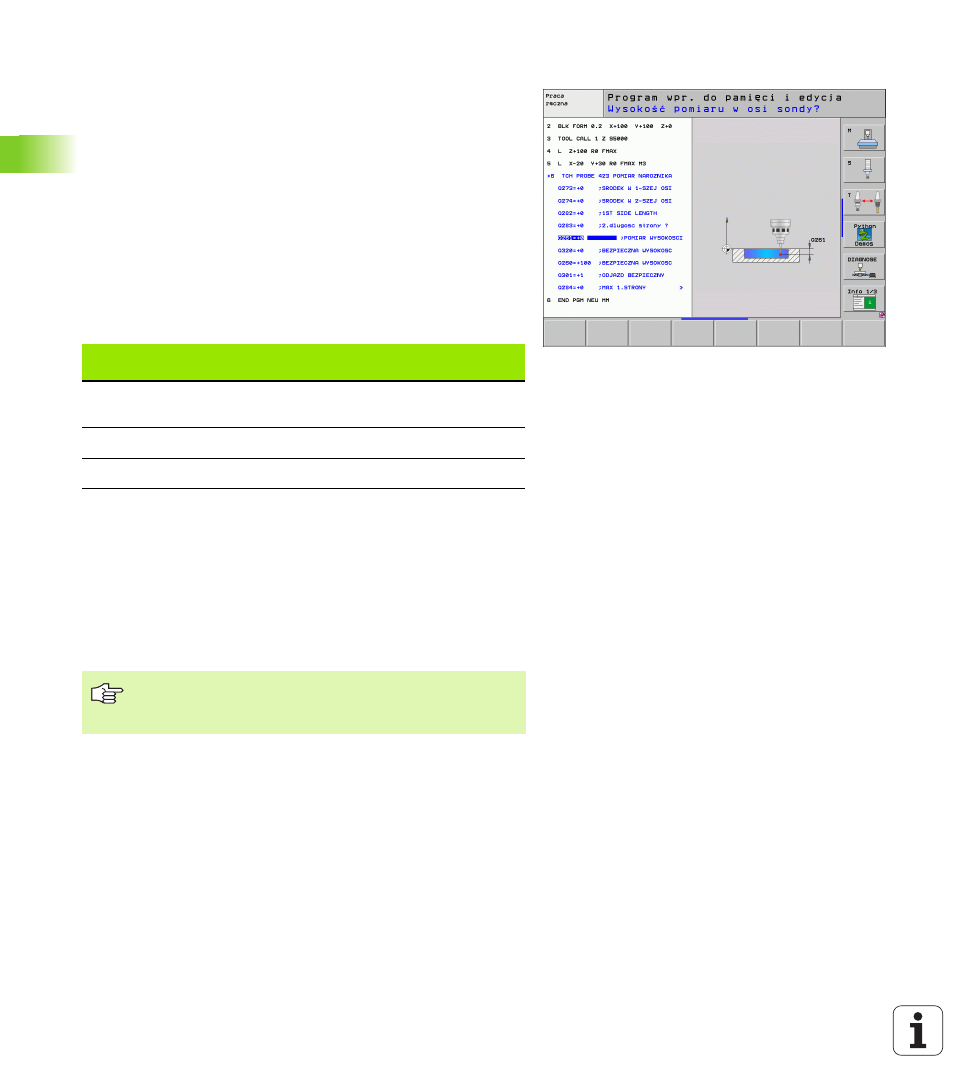
Dodatkowo TNC ukazuje przy definicji cyklu na rysunku pomocniczym
danego cyklu także parametry wyniku (patrz rysunek po prawej u
góry). Przy tym jasno podświetlony parametr wyniku należy do
odpowiedniego parametru wprowadzenia.
Status pomiaru
W przypadku niektórych cykli można zapytać poprzez globalnie
działające Q-parametry Q180 do Q182 o status pomiaru:
TNC ustawia znacznik dodatkowej obróbki lub braku, jak tylko jedna z
wartości pomiaru leży poza przedziałem tolerancji. Aby stwierdzić,
który wynik pomiaru leży poza przedziałem tolerancji, proszę zwrócić
uwagę na protokół pomiaru lub sprawdzić odpowiednie wyniki
pomiarów (Q150 do Q160) na ich wartości graniczne.
W przypadku cyklu 427 TNC wychodzi standardowo z założenia, iż
zostaje zmierzony wymiar zewnętrzny (czop). Poprzez właściwy wybór
największego i najmniejszego wymiaru w połączeniu z kierunkiem
próbkowania można właściwie określić stan pomiaru.
Nadzór tolerancji
W przypadku większości cykli dla kontroli obrabianego przedmiotu
można przeprowadzić przy pomocy TNC nadzorowanie tolerancji. W
tym celu należy przy definicji cyklu zdefiniować również niezbędne
wartości graniczne. Jeśli nie chcemy przeprowadzić nadzorowania
tolerancji, to proszę wprowadzić te parametry z 0 (= nastawiona z góry
wartość)
Status pomiaru
Wartość
parametru
Wartości pomiaru leżą w przedziale
tolerancji
Q180 = 1
Konieczna dodatkowa obróbka
Q181 = 1
Braki
Q182 = 1
TNC ukazuje znacznik statusu także wtedy, kiedy nie
wprowadzimy wartości tolerancji lub wartości
największych/najmniejszych.