3 automatyczny pomiar przedmiotów – HEIDENHAIN iTNC 530 (340 49x-04) Touch Probe Cycles Instrukcja Obsługi
Strona 133
HEIDENHAIN iTNC 530
133
3.3 Automatyczny pomiar przedmiotów
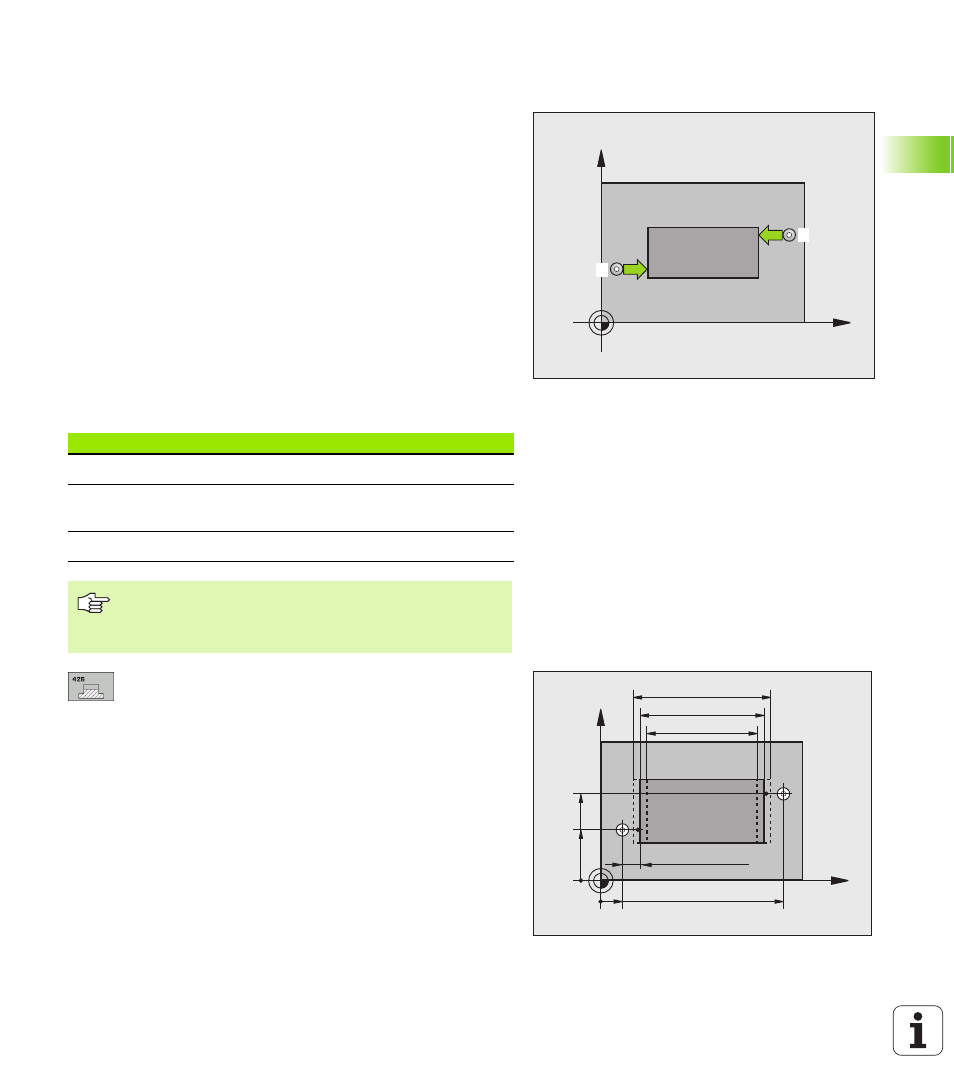
POMIAR MOSTKA ZEWN. (cykl sondy 426,
DIN/ISO: G426)
Cykl sondy pomiarowej 426 ustala położenie i szerokość mostka. Jeśli
operator zdefiniuje odpowiednie wartości tolerancji w cyklu, to TNC
przeprowadza porównanie wartości zadanej i rzeczywistej oraz
zapamiętuje to odchylenie w parametrach systemowych.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość z MP6150
lub MP6361) i przy pomocy logiki pozycjonowania (patrz
„Odpracowywanie cykli sondy pomiarowej” na stronie 26) do
punktu próbkowania
1
. TNC oblicza punkty pomiaru na podstawie
danych w cyklu i odstępu bezpieczeństwa z MP6140
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i przeprowadza pierwszą operację próbkowania
z posuwem próbkowania (MP6120 lub MP6360). 1. Próbkowanie
zawsze w ujemnym kierunku zaprogramowanej osi
3 Potem sonda pomiarowa przemieszcza się do następnego punktu
próbkowania i przeprowadza tam drugą operację próbkowania
4 Na koniec TNC odsuwa sondę pomiarową z powrotem na
bezpieczną wysokość i zapamiętuje wartości rzeczywiste oraz
odchylenia w następujących Q-parametrach:
1. punkt pomiaru 1. osi Q263 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
głównej płaszczyzny obróbki
1. punkt pomiaru 2. osi Q264 (absolutnie):
współrzędna pierwszego punktu próbkowania na osi
pomocniczej płaszczyzny obróbki
2. punkt pomiaru 1. osi Q265 (absolutnie):
współrzędna drugiego punktu próbkowania na osi
głównej płaszczyzny obróbki
2. punkt pomiaru 2. osi Q266 (absolutnie):
współrzędna drugiego punktu próbkowania na osi
pomocniczej płaszczyzny obróbki
X
Y
1
2
Numer parametru
Znaczenie
Q156 Wartość rzeczywista zmierzona długość
Q157
Wartość rzeczywista położenie oś
środkowa
Q166
Odchylenie od zmierzonej długości
Proszę uwzględnić przed programowaniem
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.
MP6140 + Q320
Q264
Q265
X
Y
Q289
Q311
Q288
Q272=1
Q272=2
Q266
Q263