420 pomiar kat pomiar k ta na płaszczyźnie obróbki, 3 automa tyczny pomiar przedmiot ó w – HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Instrukcja Obsługi
Strona 97
HEIDENHAIN iTNC 530
97
3.3 Automa
tyczny
pomiar przedmiot
ó
w
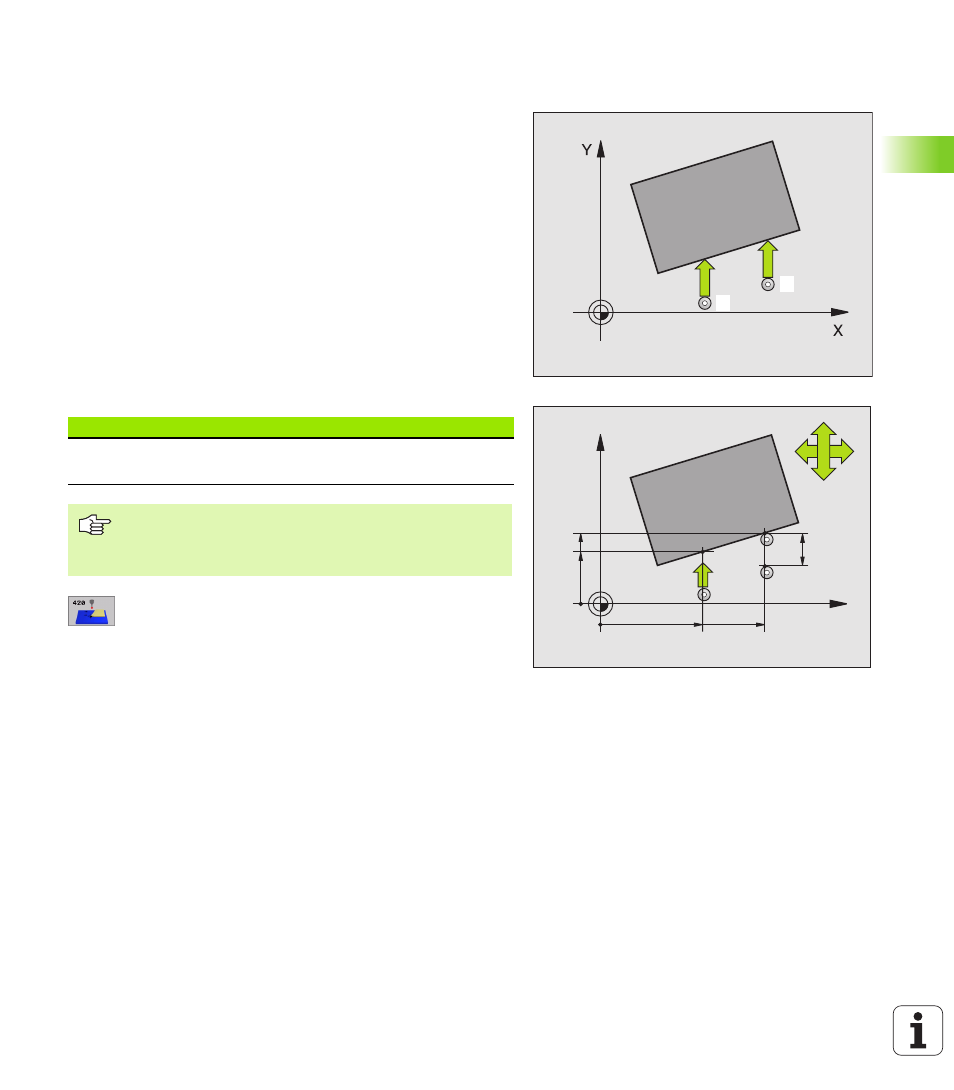
POMIAR KATA (cykl sondy pomiarowej 420,
DIN/ISO: G420)
Cykl sondy pomiarowej 420 ustala k t, utworzony przez dowoln
prost i oś główn płaszczyzny obróbki.
1
TNC pozycjonuje sond z posuwem szybkim (wartość z MP6150
lub MP6361) i przy pomocy logiki pozycjonowania (patrz
„Odpracowywanie cykli sondy pomiarowej” na stronie 19) do
zaprogramowanego punktu pomiaru
1
. TNC przesuwa przy tym
sond pomiarow o odst p bezpieczeństwa w kierunku
przeciwnym do ustalonego kierunku przemieszczenia
2
Nast pnie sonda pomiarowa przemieszcza si na wprowadzon
wysokość pomiaru i przeprowadza pierwsz operacj
próbkowania z posuwem próbkowania (MP120 lub MP6360)
3
Potem sonda pomiarowa przemieszcza si do nast pnego
punktu próbkowania
2
i przeprowadza drug operacj
próbkowania
4
TNC pozycjonuje sond pomiarow z powrotem na bezpieczn
wysokość i zapami tuje ustalony k t w nast puj cych Q
parametrach:
1. Punkt pomiaru 1 ej osi Q263 (absolutnie):
Współrz dna pierwszego punktu próbkowania w osi
głównej płaszczyzny obróbki
1. Punkt pomiaru 2 ej osi Q264 (absolutnie):
Współrz dna pierwszego punktu próbkowania w osi
pomocniczej płaszczyzny obróbki
2. Punkt pomiaru 1 ej osi Q265 (absolutnie):
Współrz dna drugiego punktu próbkowania w osi
głównej płaszczyzny obróbki
2. Punkt pomiaru 2 ej osi Q266 (absolutnie):
Współrz dna drugiego punktu próbkowania w osi
pomocniczej płaszczyzny obróbki
Os pomiaru Q272: Oś, na której ma nast pić
pomiar:
1: Oś główna = oś pomiaru
2: Oś pomocnicza = oś pomiaru
3: Oś sondy impulsowej = oś pomiaru
1
2
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
–
–
+
Q267
MP6140
+
Q320
Numer parametru
Znaczenie
Q150
Zmierzony k t w odniesieniu do osi
głównej płaszczyzny obróbki
Prosz uwzgl dnić przed programowaniem
Przed definicj cyklu operator musi zaprogramować
wywołanie narz dzia dla definicji osi sondy pomiarowej.