3 automa tyczny pomiar przedmiot ó w – HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Instrukcja Obsługi
Strona 122
122
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.3 Automa
tyczny
pomiar przedmiot
ó
w
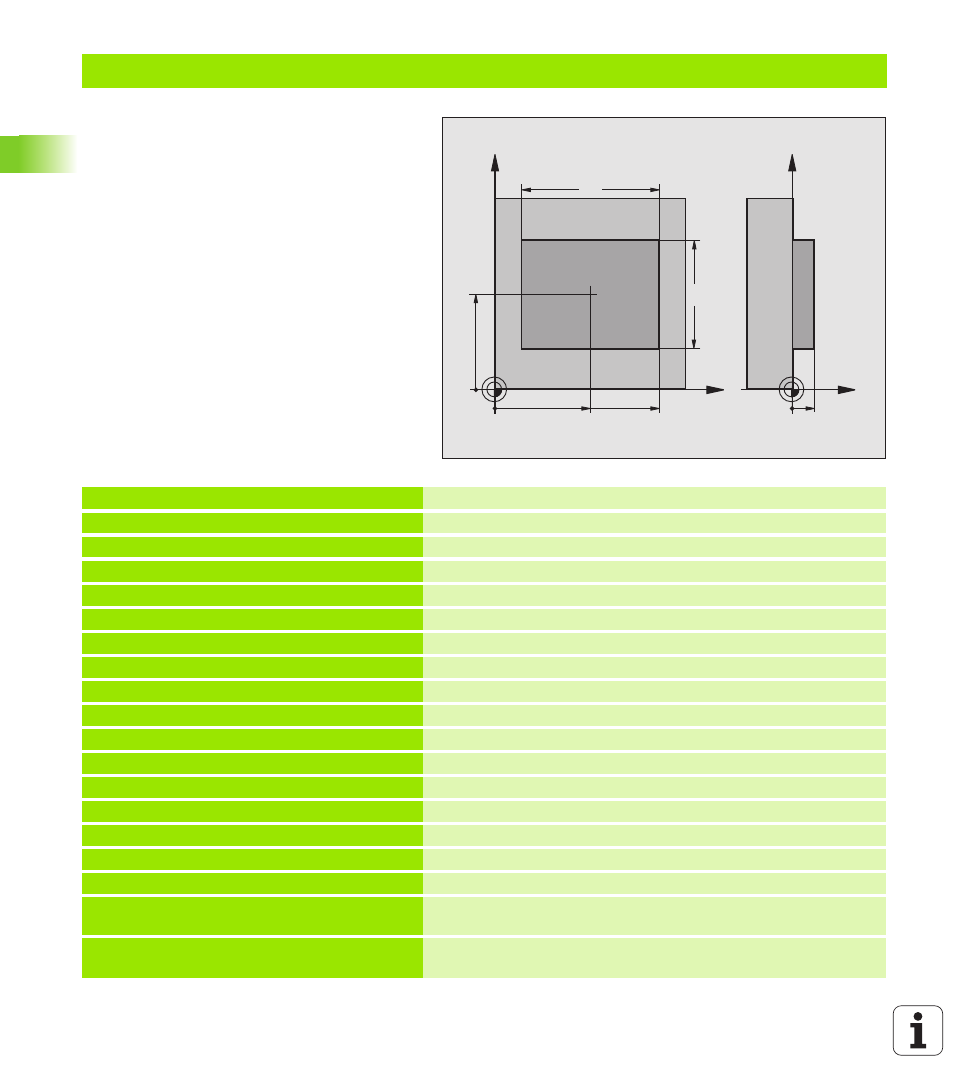
Przykład: Pomiar prostok tnego czopu i dodatkowa obróbka
Przebieg programu:
Obróbka zgrubna prostok tnego czopu z
naddatkiem 0,5
pomiar prostok tnego czopu
obróbka na gotowo prostok tnego czopu przy
uwzgl dnieniu wartości pomiaru
0 BEGIN PGM BEAMS MM
1 TOOL CALL 0 Z
Wywołanie narz dzia przygotowanie
2 L Z+100 R0 F MAX
Przemieścić narz dzie poza materiałem
3 FN 0: Q1 = +81
Długość kieszeni w X (wymiar zgrubny)
4 FN 0: Q2 = +61
Długość kieszeni w Y (wymiar zgrubny)
5 CALL LBL 1
Wywołać podprogram dla obróbki
6 L Z+100 R0 F MAX M6
Swobodne przemieszczenie narz dzia, zmiana narz dzia
7 TOOL CALL 99 Z
Wywołać sond
8 TCH PROBE 424 POMIAR PROSTOKAT ZEWN.
Pomiar wyfrezowanego prostok ta
Q273=+50 ;ŚRODEK 1 SZEJ OSI
Q274=+50 ;ŚRODEK 2 EJ OSI
Q282=80 ;1 SZA DŁUGOŚĆ BOKU
Długość zadana w X (wymiar końcowy)
Q283=60
;2 GA DŁUGOŚĆ BOKU
Długość zadana w Y (wymiar końcowy)
Q261= 5
;WYSOKOSC POMIARU
Q320=0
;BEZPIECZNA WYSOKOŚĆ
Q260=+30 ;BEZPIECZNA WYSOKOŚĆ
Q301=0
;ODJAZD NA BEZP. WYSOKOŚĆ
Q284=0
;NAJWIEKSZY WYMIAR 1 GO
BOKU
Wartości wprowadzenia dla sprawdzenia tolerancji nie s
konieczne
Q285=0
;NAJMNIEJSZY WYMIAR 1 GO
BOKU
X
Y
50
50
80
Z
Y
10
60