2 automatyczne ustalanie punktów odniesienia – HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Instrukcja Obsługi
Strona 62
62
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.2 Automatyczne ustalanie punktów odniesienia
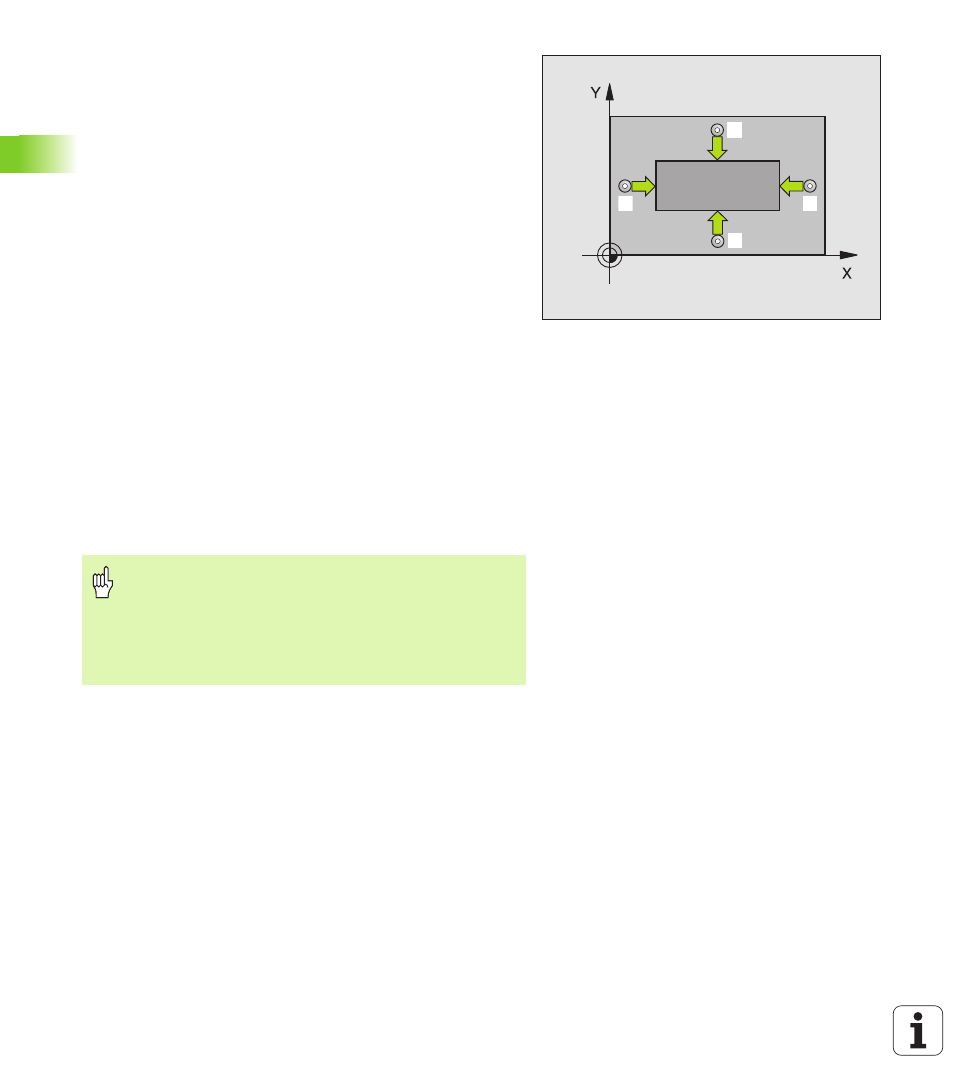
PUNKT ODNIESIENIA PROSTOKAT ZEWN.
(cykl sondy 411, DIN/ISO: G411)
Cykl sondy pomiarowej 411 ustala punkt środkowy czopu
prostok tnego i wyznacza ten punkt środkowy jako punkt
odniesienia. Do wyboru TNC może zapisywać punkt środkowy także
do tabeli punktów zerowych lub tabeli preset.
1
TNC pozycjonuje sond z posuwem szybkim (wartość z MP6150
lub MP6361) i przy pomocy logiki pozycjonowania (patrz
„Odpracowywanie cykli sondy pomiarowej” na stronie 19) do
punktu pomiaru
1
. TNC oblicza punkty pomiaru na podstawie
danych w cyklu i odst pu bezpieczeństwa z MP6140
2
Nast pnie sonda pomiarowa przemieszcza si na wprowadzon
wysokość pomiaru i przeprowadza pierwsz operacj
próbkowania z posuwem próbkowania (MP120 lub MP6360)
3
Nast pnie sonda pomiarowa przemieszcza si albo równolegle
do osi na wysokość pomiaru albo liniowo na bezpieczn
wysokość, do nast pnego punktu próbkowania
2
i przeprowadza
tam drug operacj próbkowania
4
TNC pozycjonuje sond pomiarow do punktu próbkowania
3
i
potem do punktu próbkowania
4
i przeprowadza tam trzeci i
czwart operacj próbkowania
5
Nast pnie TNC pozycjonuje sond pomiarow z powrotem na
bezpieczn wysokość i przetwarza ustalony punkt odniesienia w
zależności od parametrów cyklu Q303 i Q305 (patrz „Obliczony
punkt odniesienia zapisać do pami ci” na stronie 58)
6
Jeśli wymagane jest, TNC ustala nast pnie w oddzielnym zabiegu
próbkowania jeszcze punkt bazowy na osi sondy pomiarowej
Prosz uwzgl dnić przed programowaniem
Aby unikn ć kolizji pomi dzy sond i przedmiotem,
prosz wprowadzić długość 1 szego i 2 giego boku
czopu nieco za duży.
Przed definicj cyklu operator musi zaprogramować
wywołanie narz dzia dla definicji osi sondy pomiarowej.
4
1
3
2