3 automa tyczny pomiar przedmiot ó w – HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Instrukcja Obsługi
Strona 112
112
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.3 Automa
tyczny
pomiar przedmiot
ó
w
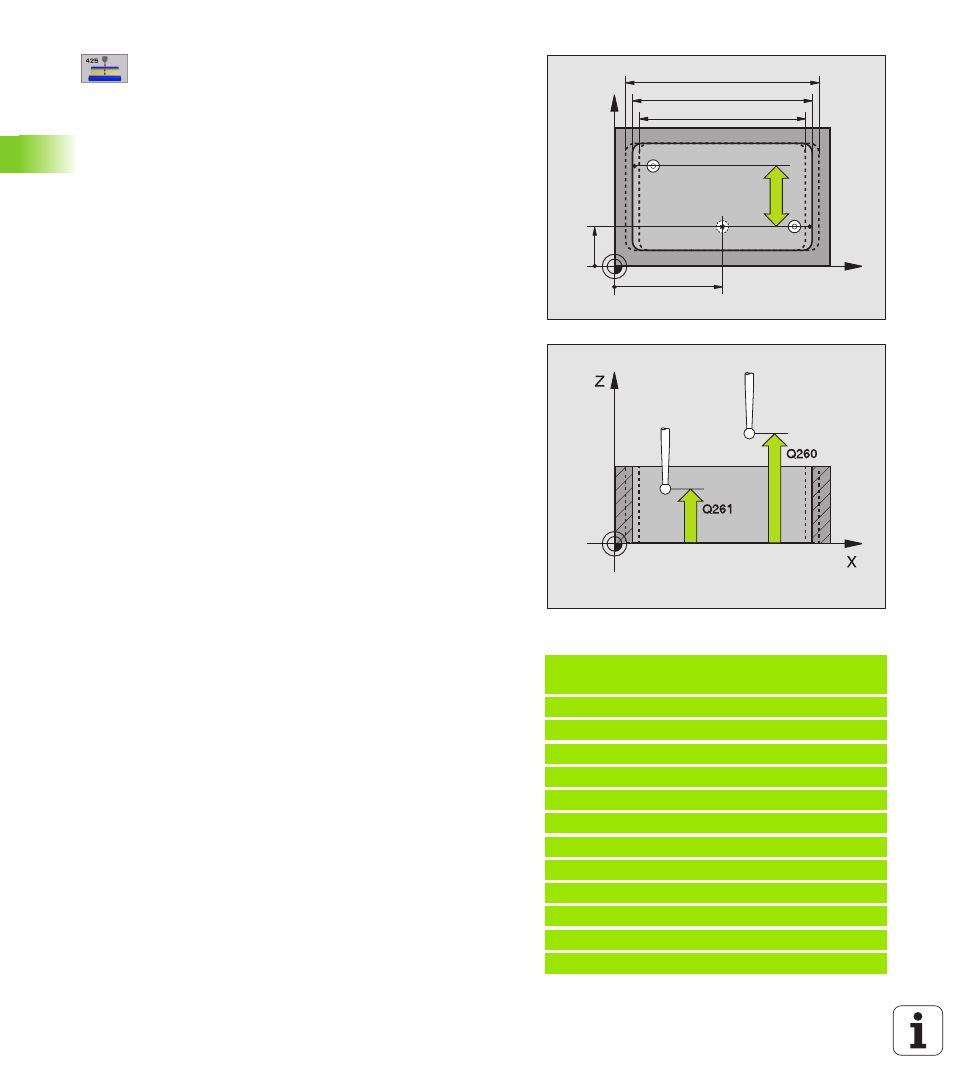
Punkt startu 1 szej osi Q328 (absolutnie): Punkt
startu operacji próbkowania w osi głównej
płaszczyzny obróbki
Punkt startu 2 szej osi Q329 (absolutnie): Punkt
startu operacji próbkowania w osi pomocniczej
płaszczyzny obróbki
Przesuni cie dla 2 giego pomiaru Q310
(przyrostowo): Wartość, o jak sonda pomiarowa
zostaje przesuni ta przed drugim pomiarem. Jeśli
wprowadzimy 0, to TNC nie przesunie sondy
pomiarowej
Os pomiaru Q272: Os płaszczyzny obróbki, na
której ma nast pić pomiar:
1:Oś główna = oś pomiaru
2:Oś pomocnicza = oś pomiaru
Wysokość pomiaru na osi sondy pomiarowej
Q261 (absolutna): Współrz dna środka kuli (=punkt
dotkni cia) na osi sondy pomiarowej, na której ma
nast pić pomiar
Bezpieczna wysokość Q260 (absolutnie):
Współrz dna na osi sondy pomiarowej, na której nie
może dojść do kolizji pomi dzy sond i obrabianym
przedmiotem (mocowadłem)
Zadana długość Q311: Wartość zadana mierzonej
długości
Najwi kszy wymiar Q288: Najwi ksza dozwolona
długość
Najmniejszy wymiar Q289: Najmniejsza dozwolona
długość
Protokół pomiaru Q281: Określić, czy TNC ma
generować protokół pomiaru:
0: Nie generować protokołu pomiaru
1: Generowanie protokołu pomiaru: TNC
zapami tuje plik protokołu TCHPR425.TXT
standardowo w tym skoroszycie, w którym znajduje
si program pomiaru.
PGM stop przy bł dzie tolerancji Q309: Określić,
czy TNC ma przerwać przebieg programu przy
przekraczaniu tolerancji i ma wydawać komunikat o
bł dach:
0: Nie przerywać przebiegu programu, nie wydawać
komunikatu o bł dach
1: Przerwać przebieg programu, wydać komunikat o
bł dach
Numer narz dzia dla nadzorowania Q330:
Określić, czy TNC ma przeprowadzić nadzorowanie
narz dzia (patrz „Nadzór narz dzia” na stronie 94):
0: Nadzorowanie nie jest aktywne
>0: Numer narz dzia w tabeli narz dzi TOOL.T
Przykład: NC bloki
5 TCH PROBE 425 POMIAR SZEROKOSC
WEWN.
Q328=+75 ;PUNKT STARTU 1 SZEJ OSI
Q329= 12,5 ;PUNKT STARTU 2 GIEJ OSI
Q310=+0
;PRZESUNIECIE 2 GI POMIAR
Q272=1
;OS POMIARU
Q261= 5
;WYSOKOSC POMIARU
Q260=+10 ;BEZPIECZNA WYSOKOŚĆ
Q311=25
;ZADANA DŁUGOSC
Q288=25,05 ;NAJWIEKSZY WYMIAR
Q289=25
;NAJMNIEJSZY WYMIAR
Q281=1
;PROTOKOŁ POMIARU
Q309=0
;PGM STOP PRZY BLEDACH
Q330=0
;NUMER NARZEDZIA
Q329
Q328
X
Y
Q289
Q311
Q288
Q272=1
Q272=2
Q310