HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Instrukcja Obsługi
Strona 52
52
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.1 Automatyczne r
e
jestr
o
wanie ukośnego położenia przedmiotu
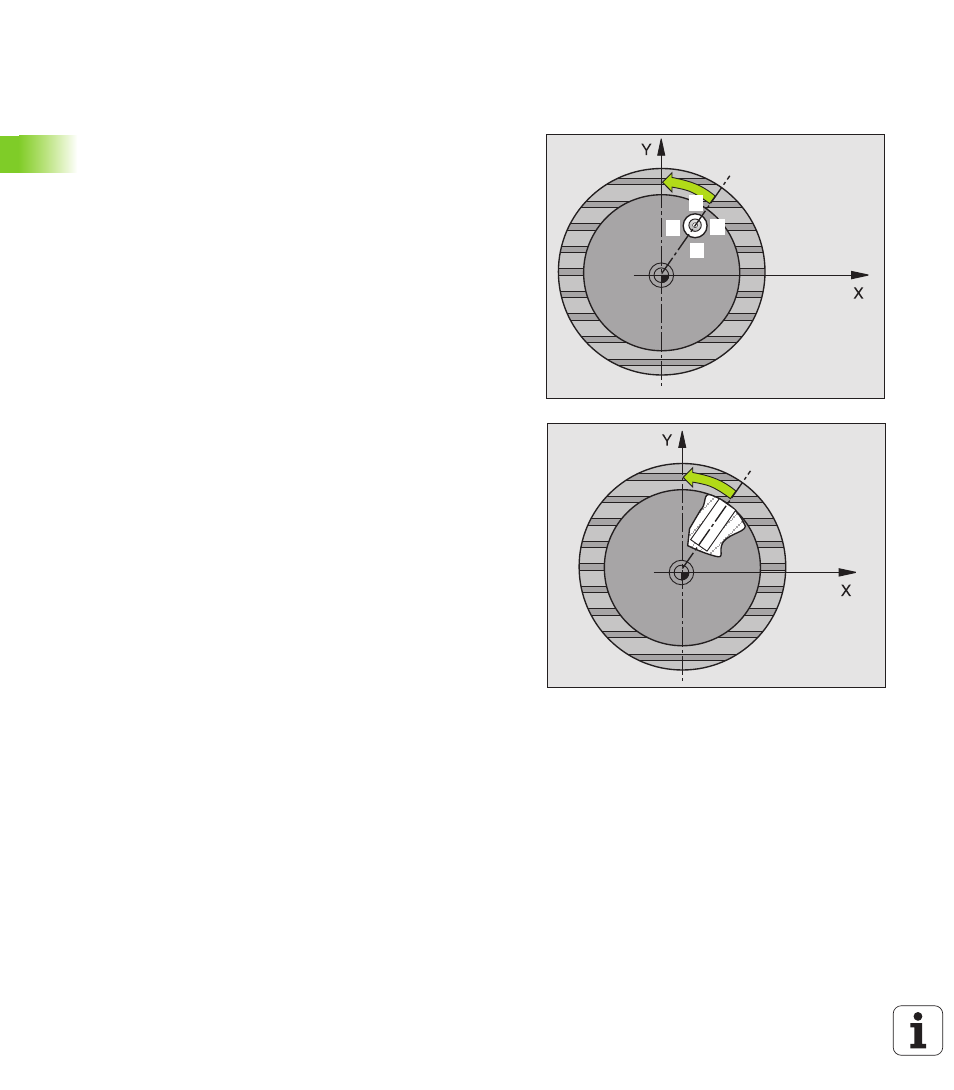
Ukośne położenie obrabianego przedmiotu
przez oś C wyrównać (cykl sond y 405,
DIN/ISO: G405)
Przy pomocy cyklu sondy pomiarowej 405 ustalamy
przesuni cie k ta pomi dzy dodatni osi Y aktywnego układu
współrz dnych i lini środkow odwiertu lub
przesuni cie k ta pomi dzy pozycj zadan i pozycj rzeczywist
punktu środkowego odwiertu
Ustalone przesuni cie k ta TNC kompensuje poprzez obrót osi C.
Obrabiany przedmiot może być dowolnie zamocowany na stole
obrotowym, współrz dna Y odwiertu musi być jednakże dodatni .
Jeśli mierzymy przesuni cie k ta odwiertu przy pomocy osi sondy
pomiarowej Y (poziome położenie odwiertu), to możliwe iż zaistnieje
konieczność wielokrotnego wykonania cyklu, ponieważ przy takiej
metodzie pomiaru powstaje niedokładność wynosz ca ok.1%
ukośnego położenia.
1
TNC pozycjonuje sond z posuwem szybkim (wartość z MP6150
lub MP6361) i przy pomocy logiki pozycjonowania (patrz
„Odpracowywanie cykli sondy pomiarowej” na stronie 19) do
punktu pomiaru
1
. TNC oblicza punkty pomiaru na podstawie
danych w cyklu i odst pu bezpieczeństwa z MP6140
2
Nast pnie sonda pomiarowa przemieszcza si na wprowadzon
wysokość pomiaru i przeprowadza pierwsz operacj
próbkowania z posuwem próbkowania (MP6120 lub MP6360).
TNC określa kierunek próbkowania automatycznie w zależności
od zaprogramowanego k ta startu
3
Nast pnie sonda pomiarowa przemieszcza si kołowo, albo na
wysokość pomiaru albo na bezpieczn wysokość, do
nast pnego punktu próbkowania
2
i przeprowadza tam drug
operacj próbkowania
4
TNC pozycjonuje sond pomiarow do punktu próbkowania
3
i
potem do punktu próbkowania
4
i przeprowadza tam trzeci i
czwart operacj próbkowania oraz pozycjonuje sond na
ustalony środek odwiertu
5
Na koniec TNC pozycjonuje sond pomiarow z powrotem na
bezpieczn wysokość i ustawia obrabiany przedmiot poprzez
obrót stołu. TNC obraca przy tym tak stół okr gły, iż punkt
środkowy odwiertu po kompensacji – zarówno przy pionowej jak
i przy poziomej osi sondy pomiarowej – leży w kierunku dodatniej
osi Y lub na pozycji zadanej punktu środkowego odwiertu.
Zmierzone przesuni cie k ta znajduje si do dyspozycji
dodatkowo w parametrze Q150
1
1
1
2
3
4