Kalibrowanie rzeczywistego promienia, 2 kalibr o wanie przełczajcej sondy impulsowej – HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Instrukcja Obsługi
Strona 27
HEIDENHAIN iTNC 530
27
2.2 Kalibr
o
wanie przełczajcej sondy impulsowej
Kalibrować promień i wyrównać przesuni cie
współosiowości sondy pomiarowej
Oś sondy pomiarowej nie znajduje si normalnie rzecz bior c na osi
wrzeciona. Funkcja kalibrowania rejestruje przesuni cie pomi dzy
osi sondy pomiarowej i osi wrzeciona oraz wyrównuje je
obliczeniowo.
Przy tej funkcji TNC obraca 3D sond pomiarow o 180°. Ten obrót
zostaje zainicjalizowany poprzez funkcj dodatkow , określon
przez producenta maszyn w parametrze maszynowym 6160.
Pomiar przesuni cia sondy pomiarowej przeprowadzamy po
kalibrowaniu promienia główki sondy.
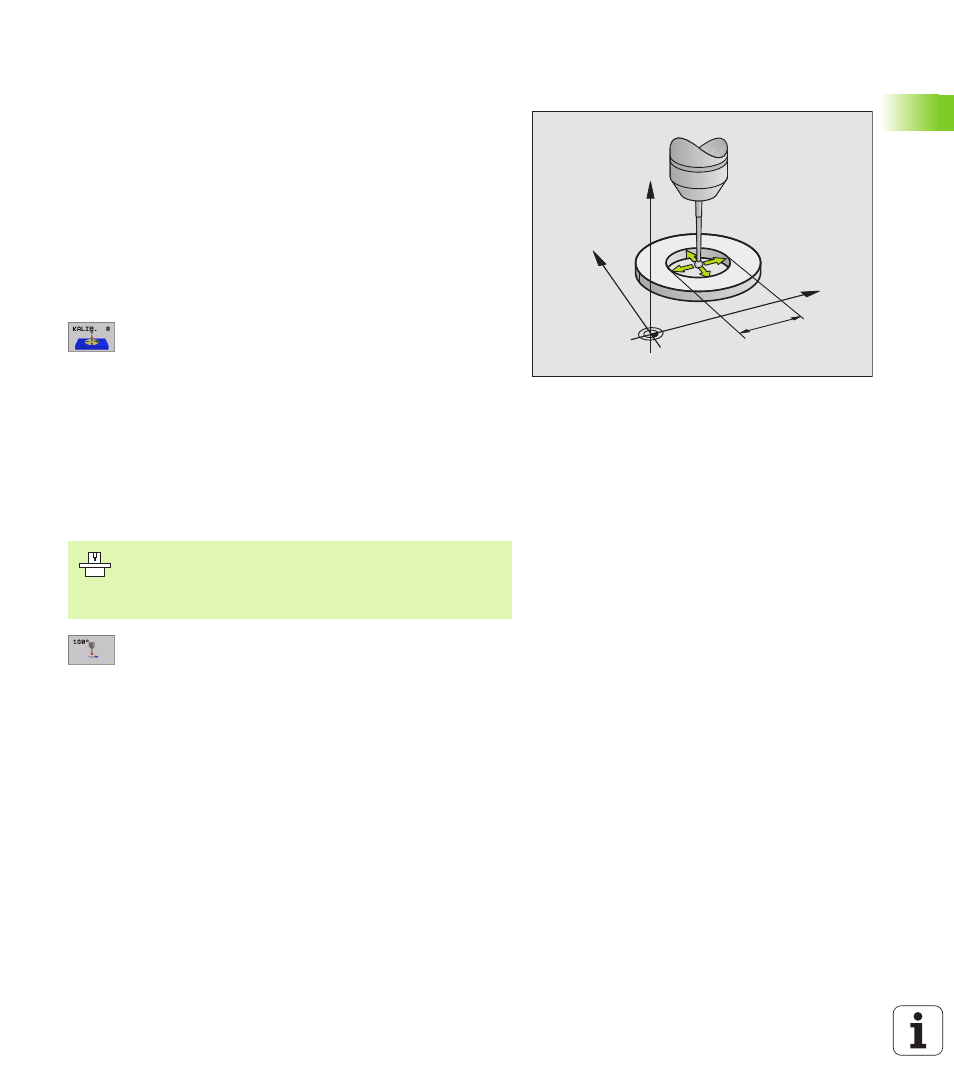
Pozycjonować główk sondy w trybie obsługi r cznej do otworu
pierścienia nastawczego
Wybrać funkcj kalibrowania dla promienia główki
sondy i przesuni cia współosiowości sondy
pomiarowej: Nacisn ć Softkey KAL. R
Wybrać oś narz dzia, wprowadzić promień
pierścienia nastawczego
Próbkowanie: 4 x nacisn ć zewn trzny klawisz
START. 3D sonda pomiarowa dokonuje
próbkowania w każdym kierunku osi pozycj otworu
i oblicza promień główki sondy
Jeśli chcemy teraz zakończyć funkcj kalibrowania,
Softkey KONIEC nacisn ć
Określenie przesuni cia współosiowości główki
sondy: Softkey 180° nacisn ć. TNC obraca sond
pomiarow o 180°
Próbkowanie: 4 x nacisn ć zewn trzny klawisz
START. 3D sonda pomiarowa dokonuje
próbkowania w każdym kierunku osi pozycj otworu
i oblicza promień główki sondy
Y
X
Z
10
Aby określić przesuni cie współosiowości główki sondy,
TNC musi być przygotowane przez producenta maszyn..
Prosz uwzgl dnić informacje zawarte w podr czniku
obsługi maszyny!