HEIDENHAIN iTNC 530 (340 422) Touch Probe Cycles Instrukcja Obsługi
Strona 42
42
3 Cykle sondy pomiarowej dla automatycznej kontroli obrabianego przedmiotu
3.1 Automatyczne r
e
jestr
o
wanie ukośnego położenia przedmiotu
1. Punkt pomiaru 1 ej osi Q263 (absolutnie):
Współrz dna pierwszego punktu próbkowania w osi
głównej płaszczyzny obróbki
1. Punkt pomiaru 2 ej osi Q264 (absolutnie):
Współrz dna pierwszego punktu próbkowania w osi
pomocniczej płaszczyzny obróbki
2. Punkt pomiaru 1 ej osi Q265 (absolutnie):
Współrz dna drugiego punktu próbkowania w osi
głównej płaszczyzny obróbki
2. Punkt pomiaru 2 ej osi Q266 (absolutnie):
Współrz dna drugiego punktu próbkowania w osi
pomocniczej płaszczyzny obróbki
Os pomiaru Q272: Os płaszczyzny obróbki, na
której ma nast pić pomiar:
1:Oś główna = oś pomiaru
2:Oś pomocnicza = oś pomiaru
Kierunek przemieszczenia 1 Q267: Kierunek, w
którym sonda pomiarowa ma dosun ć si do
obrabianego przedmiotu:
1:Kierunek przemieszczenia ujemny
+1:Kierunek przemieszczenia dodatni
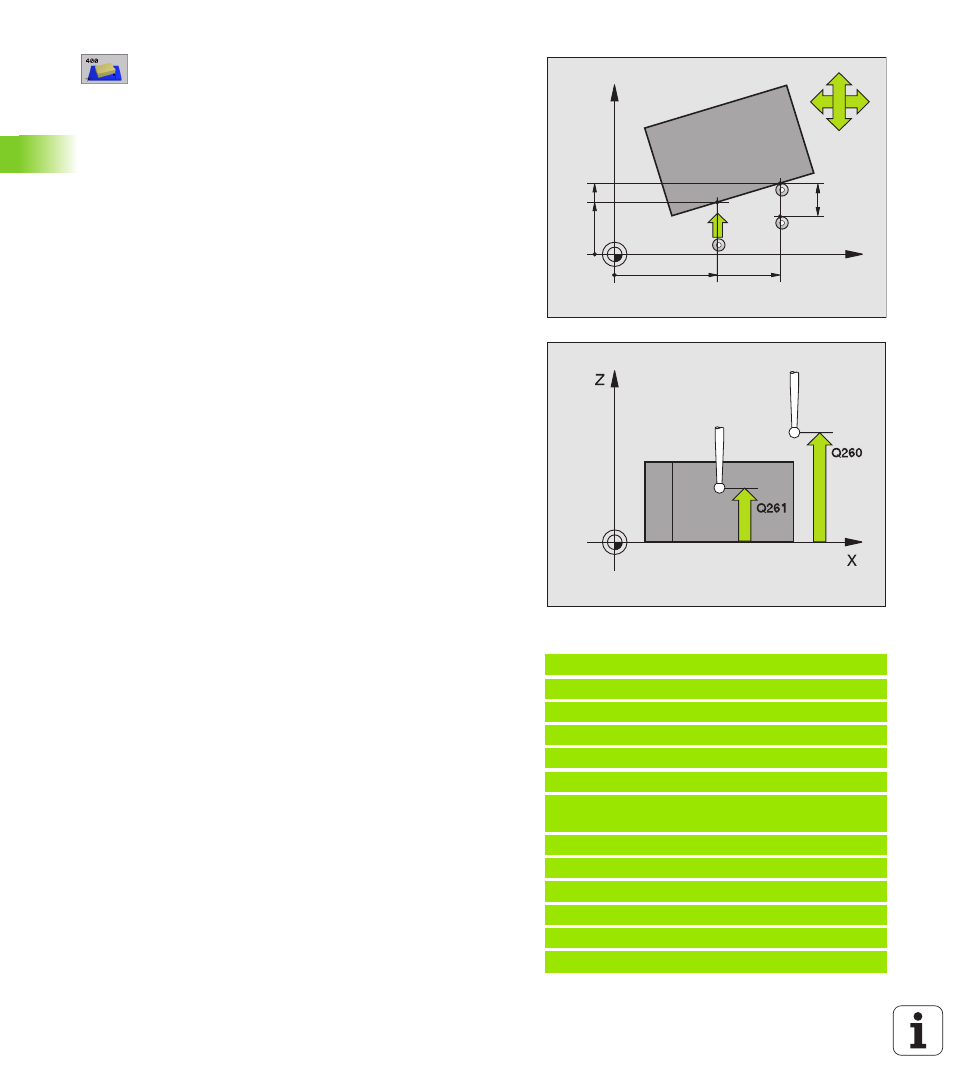
Wysokość pomiaru na osi sondy pomiarowej
Q261 (absolutna): Współrz dna środka kuli (=punkt
dotkni cia) na osi sondy pomiarowej, na której ma
nast pić pomiar
Bezpieczna wysokość Q320 (przyrostowo):
Dodatkowy odst p pomi dzy punktem pomiarowym
i główk sondy pomiarowej. Q320 działa addytywnie
do MP6140
Bezpieczna wysokość Q260 (absolutnie):
Współrz dna na osi sondy pomiarowej, na której nie
może dojść do kolizji pomi dzy sond i obrabianym
przedmiotem (mocowadłem)
Przejazd na bezpieczn wysokość Q301:
Określić, jak sonda ma przemieszczać si pomi dzy
punktami pomiarowymi:
0: Przemieszczenie pomi dzy punktami
pomiarowymi na wysokość pomiaru
1: Przemieszczenie pomi dzy punktami
pomiarowymi na bezpieczn wysokość
Ustawienie wst pne obrót podstawowy Q307
(absolutnie): Jeśli przewidziane do zmierzenia
położenie ukośne ma odnosić si nie do osi głównej,
lecz do dowolnej prostej, to należy wprowadzić k t
tej prostej bazowej. TNC ustala wówczas dla obrotu
podstawowego różnic ze zmierzonej wartości i k ta
prostej bazowej.
Numer preset w tabeli Q305: Podać numer w tabeli
punktów zerowych, pod którym TNC ma
zapami tywać współrz dne. Przy zapisie Q305=0,
TNC odkłada ustalony obrót podstawowy w ROT
menu trybu pracy Obsługa r czna
Przykład: NC bloki
5 TCH PROBE 400 OBROT PODSTAWOWY
Q263=+10
;1 TY PUNKT 1 GIEJ OSI
Q264=+3,5
;1 SZY PUNKT 2 GIEJ OSI
Q265=+25
;2 GI PUNKT 1 SZEJ OSI
Q266=+2
;2 GI PUNKT 2 GIEJ OSI
Q272=2
;OS POMIARU
Q267=+1
;KIERUNEK
PRZEMIESZCZENIA
Q261= 5
;WYSOKOSC POMIARU
Q320=0
;BEZPIECZNA WYSOKOŚĆ
Q260=+20 ;BEZPIECZNA WYSOKOŚĆ
Q301=0
;ODJAZD NA BEZP. WYSOKOŚĆ
Q307=0
;NAST.WST. OBRÓT PODSTAW.
Q305=0
;NR W TABELI
X
Y
Q266
Q264
Q263
Q272=1
Q265
Q272=2
+
–
–
+
Q267
MP6140
+
Q320