Proszę uwzględnić przy programowaniu, Parametry cyklu – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Instrukcja Obsługi
Strona 395
HEIDENHAIN TNC 320
395
16.8 POMIAR PROST
O
KA
T ZEWN. (cykl 424, DIN/ISO: G424)
Proszę uwzględnić przy programowaniu!
Parametry cyklu
U
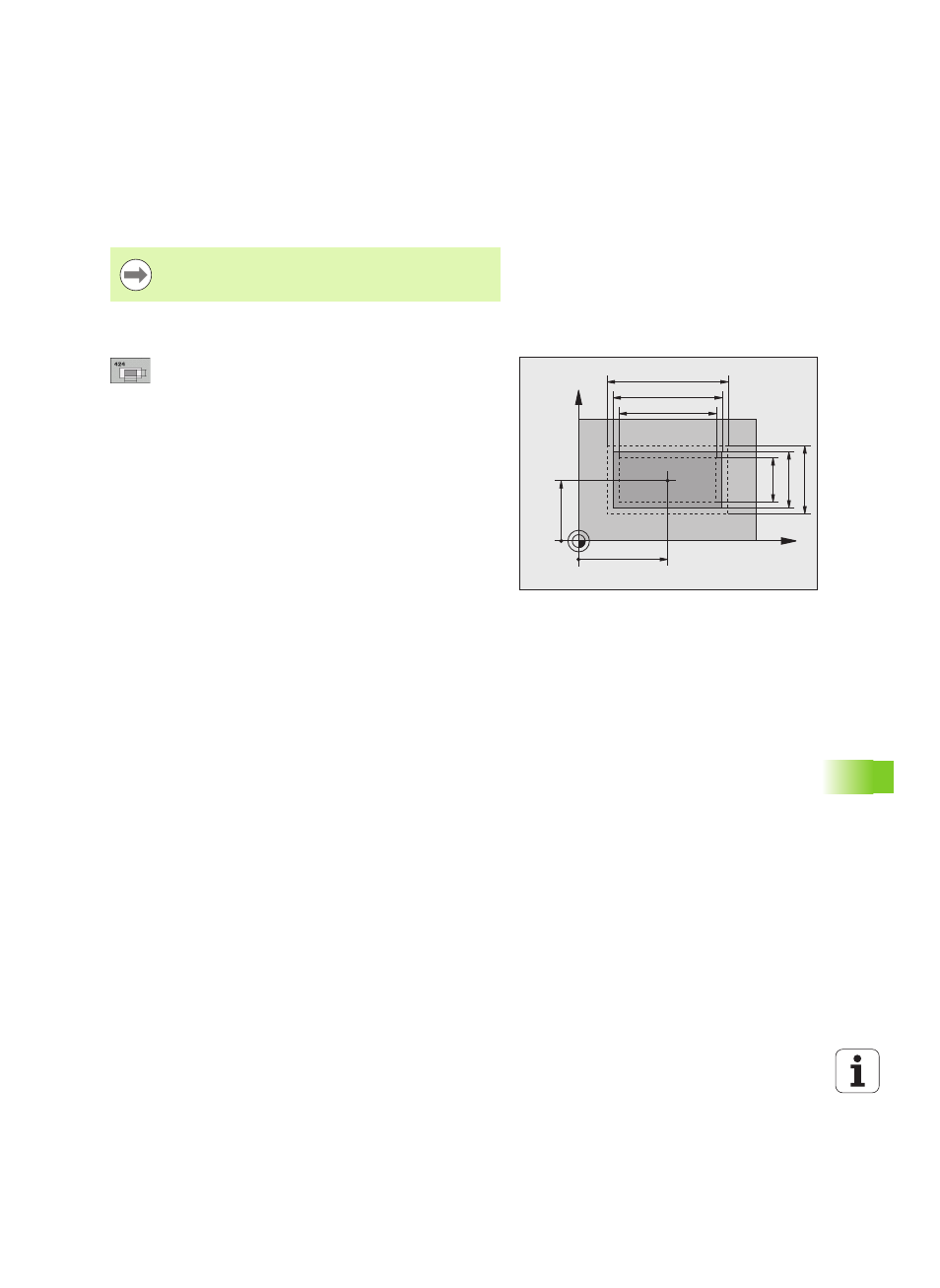
Środek 1-szej osi Q273 (absolutnie): środek czopu w
osi głównej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
Środek 2-giej osi Q274 (absolutny): środek czopu w
osi pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
1-sza długość krawędzi bocznej Q282: długość
czopu, równolegle do osi głównej płaszczyzny
obróbki. Zakres wprowadzenia 0 do 99999.9999
U
2-ga długość krawędzi bocznej Q283: długość
kieszeni, równolegle do osi pomocniczej płaszczyzny
obróbki. Zakres wprowadzenia 0 do 99999.9999
U
Wysokość pomiaru w osi sondy Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar.
Zakres wprowadzenia -99999.9999 do 99999.9999
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.
X
Y
Q287
Q285
Q274
±Q280
Q273
±Q279
Q283
Q286
Q282
Q284