Parametry cyklu – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Instrukcja Obsługi
Strona 164
164
Cykle obróbkowe: definiowanie wzorów
6.2 WZOR
Y PUNKT
O
WE NA OKR
Ę
GU (cykl 220, DIN/ISO:
G220)
Parametry cyklu
U
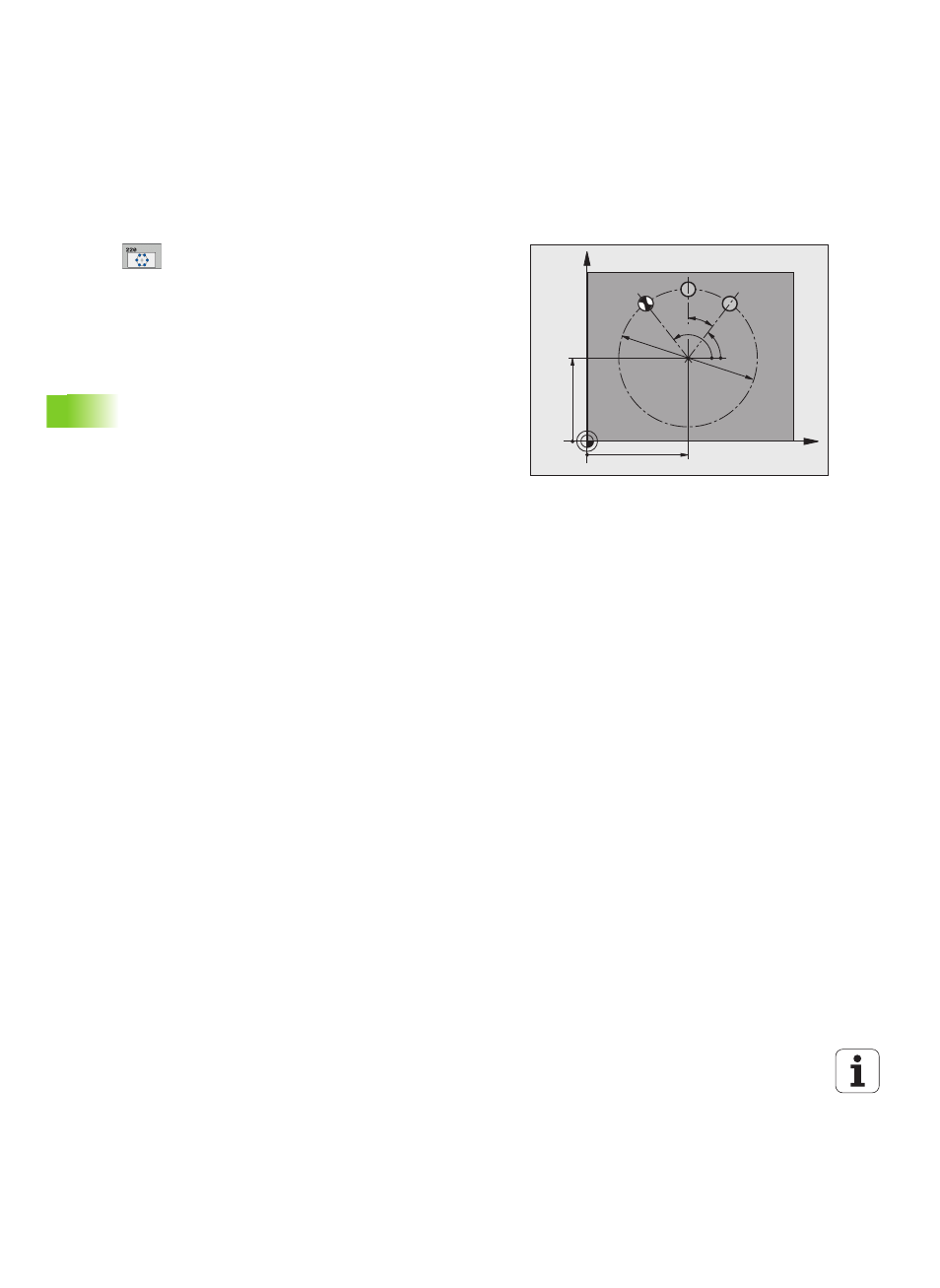
Środek 1-szej osi Q216 (absolutnie): środek wycinka
koła w osi głównej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
Środek 2-giej osi Q217 (absolutnie): środek wycinka
koła w osi pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
Średnica wycinka koła Q244: średnica wycinka koła.
Zakres wprowadzenia 0 do 99999.9999
U
Kąt startu Q245 (absolutny): kąt pomiędzy osią
główną płaszczyzny obróbki i punktem startu
pierwszej obróbki na wycinku koła. Zakres
wprowadzenia -360.000 do 360.000
U
Kąt końcowy Q246 (absolutnie): kąt pomiędzy osią
główną płaszczyzny obróbki i punktem startu ostatniej
obróbki na wycinku koła (nie obowiązuje dla koła
pełnego); wprowadzić kąt końcowy nie równy kątowi
startu; jeśli wprowadzono kąt końcowy większym niż
kąt startu, to obróbka w ruchu przeciwnym do RWZ, w
innych przypadkach zgodnie z RWZ. Zakres
wprowadzenia -360.000 do 360.000
U
Krok kąta Q247 (przyrostowo): kąt pomiędzy dwoma
obróbkami na wyniku koła; jeśli krok kąta jest równy
zeru, to TNC oblicza krok kąta z kąta startu, kąta
końcowego i liczby operacji obróbki; jeśli
wprowadzono krok kąta to TNC nie uwzględnia kąta
końcowego; znak liczby kroku kąta określa kierunek
obróbki (– = zgodnie z ruchem wskazówek zegara).
Zakres wprowadzenia -360.000 do 360.000
U
Liczba powtórzeńQ241: liczba przejść
obróbkowych na wycinku koła. Zakres
wprowadzenia 1 do 99999
X
Y
Q217
Q216
Q247
Q245
Q244 Q246
N = Q241