6 obrot (cykl 10, din/iso: g73), Działanie, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Instrukcja Obsługi
Strona 257: Działanie proszę uwzględnić przy programowaniu
HEIDENHAIN TNC 320
257
11
.6 OBROT (cykl 10, DIN/ISO: G73)
11.6 OBROT (cykl 10, DIN/ISO: G73)
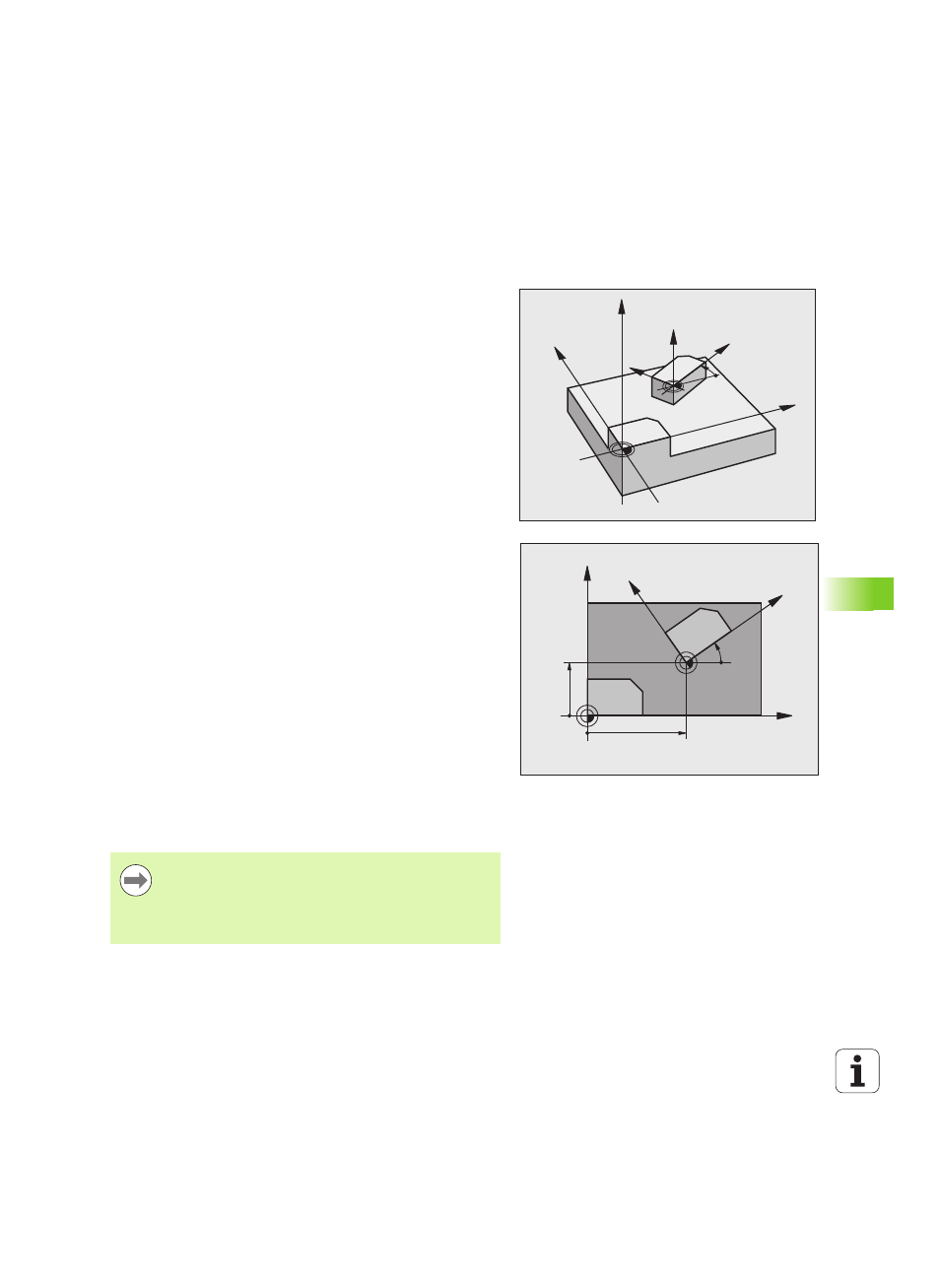
Działanie
W czasie programu TNC może obracać układ współrzędnych na
płaszczyźnie obróbki wokół aktywnego punktu zerowego.
OBRÓT działa w programie od jego zdefiniowania. Działa on także w
rodzaju pracy Pozycjonowanie z ręcznym wprowadzaniem danych.
TNC wyświetla aktywny kąt obrotu w dodatkowym wskazaniu stanu.
Oś odniesienia dla kąta obrotu:
X/Y-płaszczyzna X-oś
Y/Z-płaszczyzna Y-oś
Z/X-płaszczyzna Z-oś
Zresetować
Cykl OBRÓT programować na nowo z kątem obrotu 0°.
Proszę uwzględnić przy programowaniu!
Z
Z
X
X
Y
Y
X
Y
60
40
35°
X
Y
TNC anuluje aktywną korekcję promienia poprzez
zdefiniowanie cyklu 10. W danym przypadku na nowo
zaprogramować korekcję promienia.
Po zdefiniowaniu cyklu 10, proszę przesunąć obydwie osie
płaszczyzny obróbki, aby aktywować obrót.