Proszę uwzględnić przy programowaniu, Parametry cyklu – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Instrukcja Obsługi
Strona 387
HEIDENHAIN TNC 320
387
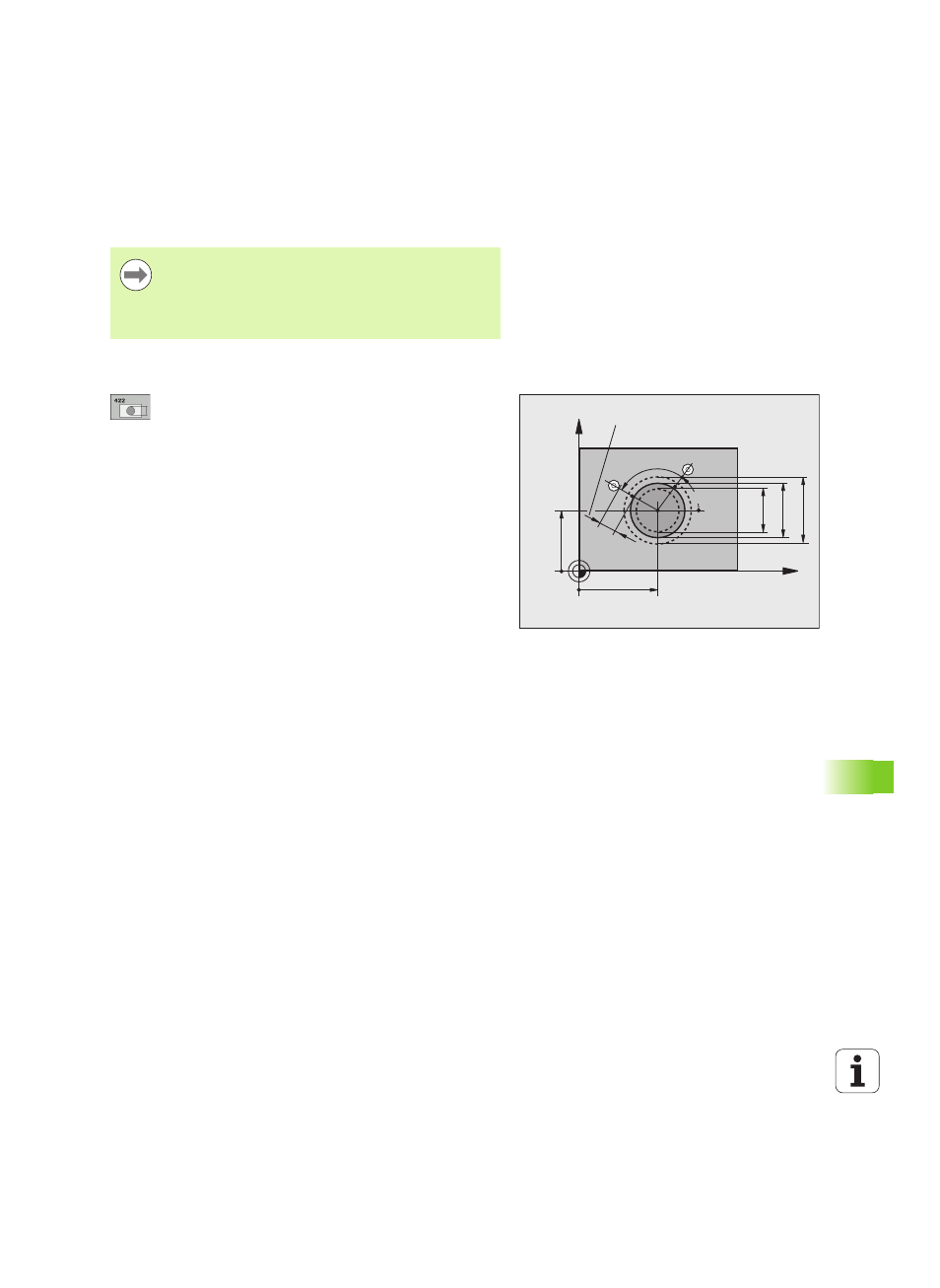
16.6 POMIAR OKREGU ZEWN.
(cykl
422, DIN/ISO: G422)
Proszę uwzględnić przy programowaniu!
Parametry cyklu
U
Środek 1-szej osi Q273 (absolutnie): środek czopu w
osi głównej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
Środek 2-giej osi Q274 (absolutny): środek czopu w
osi pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
Srednica zadana Q262: zapisać średnicę czopu.
Zakres wprowadzenia 0 do 99999.9999
U
Kąt startu Q325 (absolutny): kąt pomiędzy osią
główną płaszczyzny obróbki i pierwszym punktem
próbkowania. Zakres wprowadzenia -360.0000 do
360.0000
U
Krok kąta Q247 (przyrostowo): kąt pomiędzy
dwoma punktami pomiarowymi, znak liczby kroku
kąta określa kierunek obróbki (- = w kierunku
ruchu wskazówek zegara). Jeśli chcemy dokonać
pomiaru łuków kołowych, to proszę
zaprogramować krok kąta mniejszym od 90°.
Zakres wprowadzenia -120.0000 do 120.0000
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.
Im mniejszym programujemy krok kąta, tym niedokładniej
TNC oblicza wymiary czopu. Najmniejsza wartość
wprowadzenia: 5°.
X
Y
Q325
Q247
Q278
Q262
Q277
Q274
±Q280
Q273
±Q279
SET_UP(TCHPROBE.TP)
+
Q320