HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Instrukcja Obsługi
Strona 132
132
Cykle obróbkowe: frezowanie kieszeni / frezowanie czopów / frezowanie rowków
5.2 KIESZEN PROST
O
KA
TNA (cykl 251, DIN/ISO: G251)
U
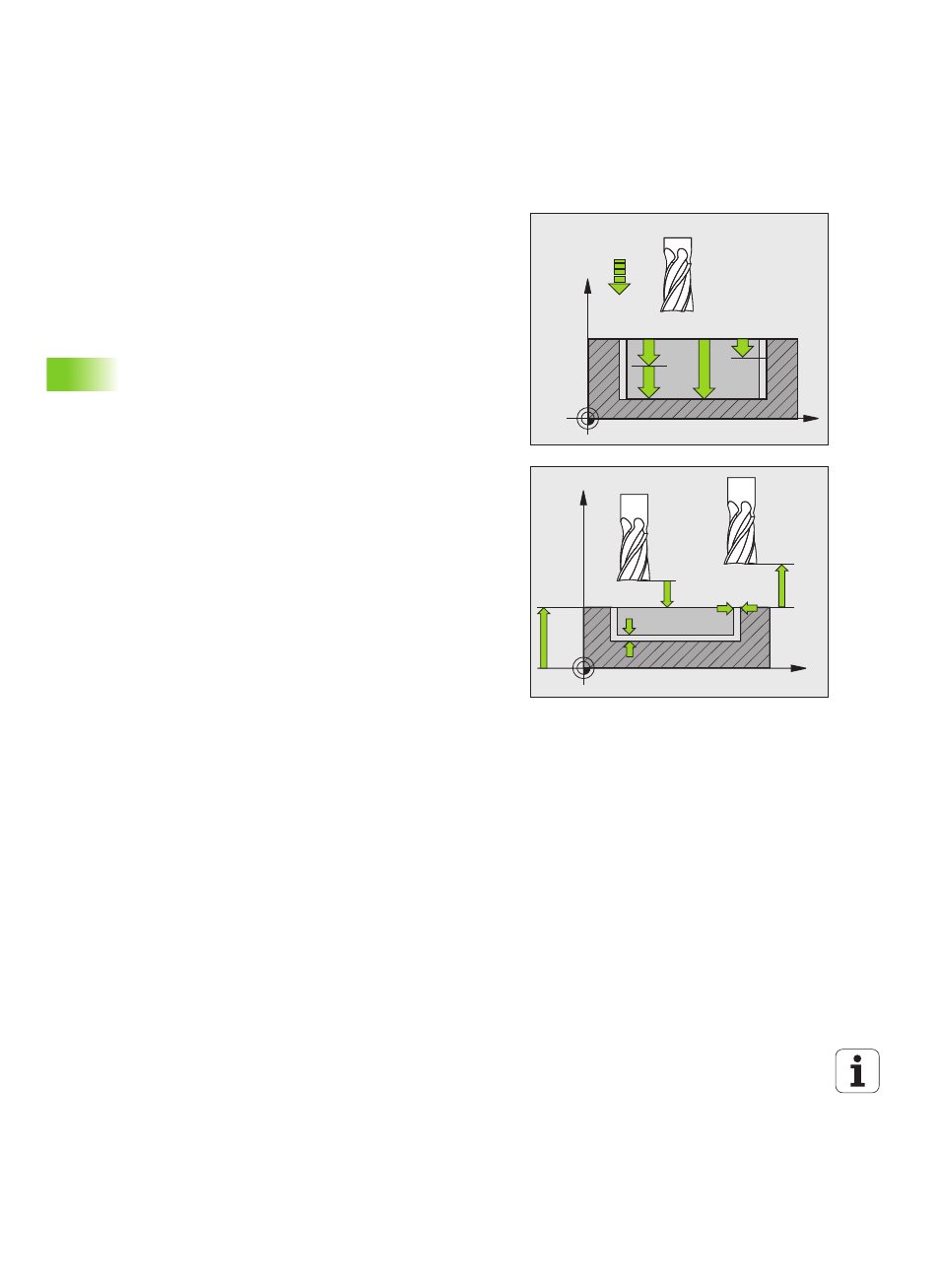
Głębokość Q201 (przyrostowo): odstęp powierzchnia
obrabianego przedmiotu – dno kieszeni. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
Głębokość wcięcia Q202 (przyrostowo): wymiar, o jaki
narzędzie zostaje każdorazowo dosunięte;
wprowadzić wartość większą od 0. Zakres
wprowadzenia 0 do 99999.9999
U
Naddatek na obróbkę wykańczającą dna Q369
(przyrostowo): naddatek na obróbkę wykańczającą
dna. Zakres wprowadzenia 0 do 99999.9999
U
Posuw wcięcia na głębokość Q206: prędkość
przemieszczenia narzędzia przy wcięciu na
głębokość w mm/min. Zakres wprowadzenia 0 do
99999.999 alternatywnie FAUTO, FU, FZ
U
Dosuw przy obróbce wykańczającej Q338
(przyrostowo): wymiar, o jaki narzędzie zostaje w osi
wrzeciona dosunięte przy obróbce wykańczającej.
Q338=0: Obróbka wykańczająca jednym wcięciem.
Zakres wprowadzenia 0 do 99999.9999
U
Bezpieczna wysokość Q200 (przyrostowo): odstęp
pomiędzy powierzchnią czołową narzędzia i
powierzchnią obrabianego przedmiotu. Zakres
wprowadzenia 0 do 99999.9999
U
Współrzędna powierzchni obrabianego przedmiotu
Q203 (absolutnie): absolutna współrzędna
powierzchni obrabianego przedmiotu. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
2-ga bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może dojść
do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
0 do 99999.9999
X
Z
Q201
Q206
Q202
Q338
X
Z
Q200
Q204
Q203
Q369
Q368