Parametry cyklu – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Instrukcja Obsługi
Strona 110
110
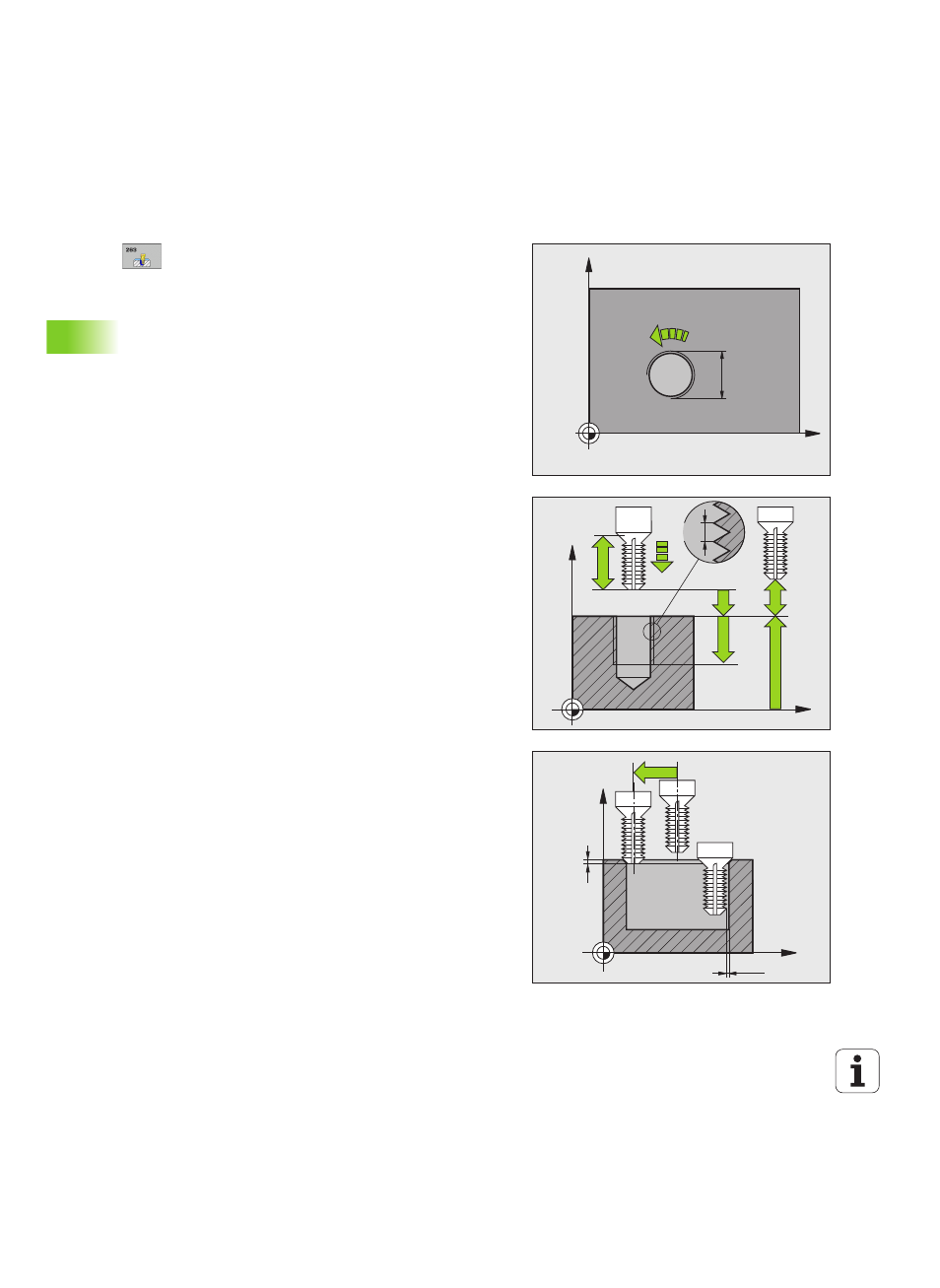
Cykle obróbkowe: gwintowanie / frezowanie gwintów
4.7 FREZOW
ANIE GWINT
O
W WPUSZCZA
NYCH (cykl 263, DIN/ISO:G263)
Parametry cyklu
U
Zadana średnica Q335: nominalna średnica gwintu.
Zakres wprowadzenia 0 do 99999.9999
U
Skok gwintu Q239: skok gwintu. Znak liczby określa
gwint prawo- i lewoskrętny:
+= gwint prawoskrętny
– = gwint lewoskrętny
Zakres wprowadzenia -99.9999 do 99.9999
U
Głębokość gwintu Q201 (przyrostowo): odstęp
pomiędzy powierzchnią obrabianego przedmiotu i
dnem gwintu. Zakres wprowadzenia -99999.9999 do
99999.9999
U
Głębokość zagłębienia Q356: (przyrostowo): odstęp
pomiędzy powierzchnią obrabianego przedmiotu i
ostrzem narzędzia. Zakres wprowadzenia -
99999.9999 do 99999.9999
U
Posuw prepozycjonowania Q253: prędkość
przemieszczenia narzędzia przy zagłębianiu w
materiał obrabianego przedmiotu lub przy wysuwaniu
narzędzia z materiału w mm/min. Zakres
wprowadzenia 0 do 99999,999 alternatywnie FMAX,
FAUTO
U
Rodzaj frezowania Q351: rodzaj obróbki
frezowaniem przy M3
+1 = frezowanie współbieżne
–1 = frezowanie przeciwbieżne
U
Bezpieczna wysokość Q200 (przyrostowo): odstęp
pomiędzy ostrzem narzędzia i powierzchnią
obrabianego przedmiotu. Zakres wprowadzenia 0 do
99999.9999
U
Bezpieczna wysokość z boku Q357 (przyrostowo):
odstęp pomiędzy ostrzem narzędzia i ścianką
odwiertu. Zakres wprowadzenia 0 do 99999.9999
U
Głębokość czołowo Q358 (przyrostowo): odstęp
pomiędzy powierzchnią obrabianego przedmiotu i
ostrzem narzędzia przy pogłębianiu czołowym.
Zakres wprowadzenia -99999.9999 do 99999.9999
U
Przesunięcie pogłębienia strona czołowa Q359
(przyrostowo): odstęp, o który TNC przesuwa środek
narzędzia ze środka odwiertu. Zakres wprowadzenia
0 do 99999.9999
X
Y
Q207
Q335
X
Z
Q203
Q239
Q201
Q204
Q200
Q253
Q356
X
Z
Q359
Q357
Q358