3 powierzchnia regulacji (cykl 231; din/iso: g231), Przebieg cyklu – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Instrukcja Obsługi
Strona 233
HEIDENHAIN TNC 320
233
10.3 POWIERZCHNIA REGULACJI (cykl 231; DIN/ISO: G231)
10.3 POWIERZCHNIA REGULACJI
(cykl 231; DIN/ISO: G231)
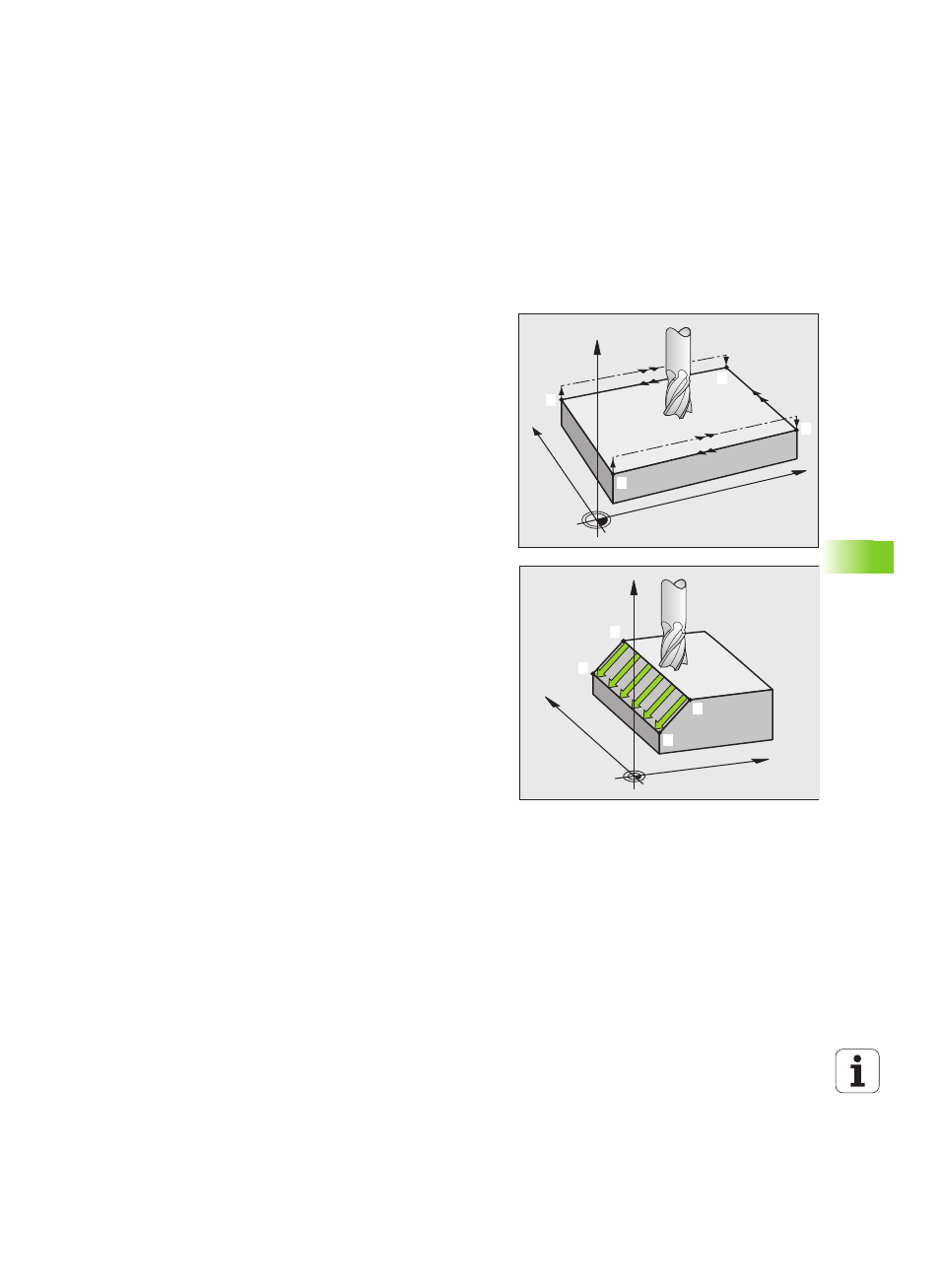
Przebieg cyklu
1 TNC pozycjonuje narzędzie od aktualnej pozycji ruchem
prostoliniowym 3D do punktu startu
1
2 Następnie narzędzie przemieszcza się z zaprogramowanym
posuwem frezowania do punktu końcowego
2
3 Tam TNC przemieszcza narzędzie na biegu szybkim FMAX o
wartość średnicy narzędzia w dodatnim kierunku osi wrzeciona i po
tym ponownie do punktu startu
1
4 W punkcie startu
1
TNC przemieszcza narzędzie ponownie na
ostatnio przejechaną wartość Z
5 Następnie TNC przesuwa narzędzie we wszystkich trzech osiach
od punktu
1
w kierunku punktu
4
do następnego wiersza
6 Potem TNC przemieszcza narzędzie do punktu końcowego tego
wiersza. Ten punkt końcowy TNC oblicza z punktu
2
i przesunięcia
w kierunku punktu
3
7 Frezowanie wierszowaniem powtarza się, aż wprowadzona
powierzchnia zostanie całkowicie obrobiona
8 Na końcu TNC pozycjonuje narzędzie o średnicę narzędzia nad
najwyższym wprowadzonym punktem w osi wrzeciona
X
Y
Z
1
2
3
4
X
Y
Z
1
2
3
4