Proszę uwzględnić przy programowaniu, Parametry cyklu – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Instrukcja Obsługi
Strona 332
332
Cykle układu pomiarowego: automatyczne ustalanie punktów odniesienia
15.5 PUNKT ODNIESIENIA PROST
O
KA
T ZE
WN. (cykl 41
1, DIN/ISO: G41
1)
Proszę uwzględnić przy programowaniu!
Parametry cyklu
U
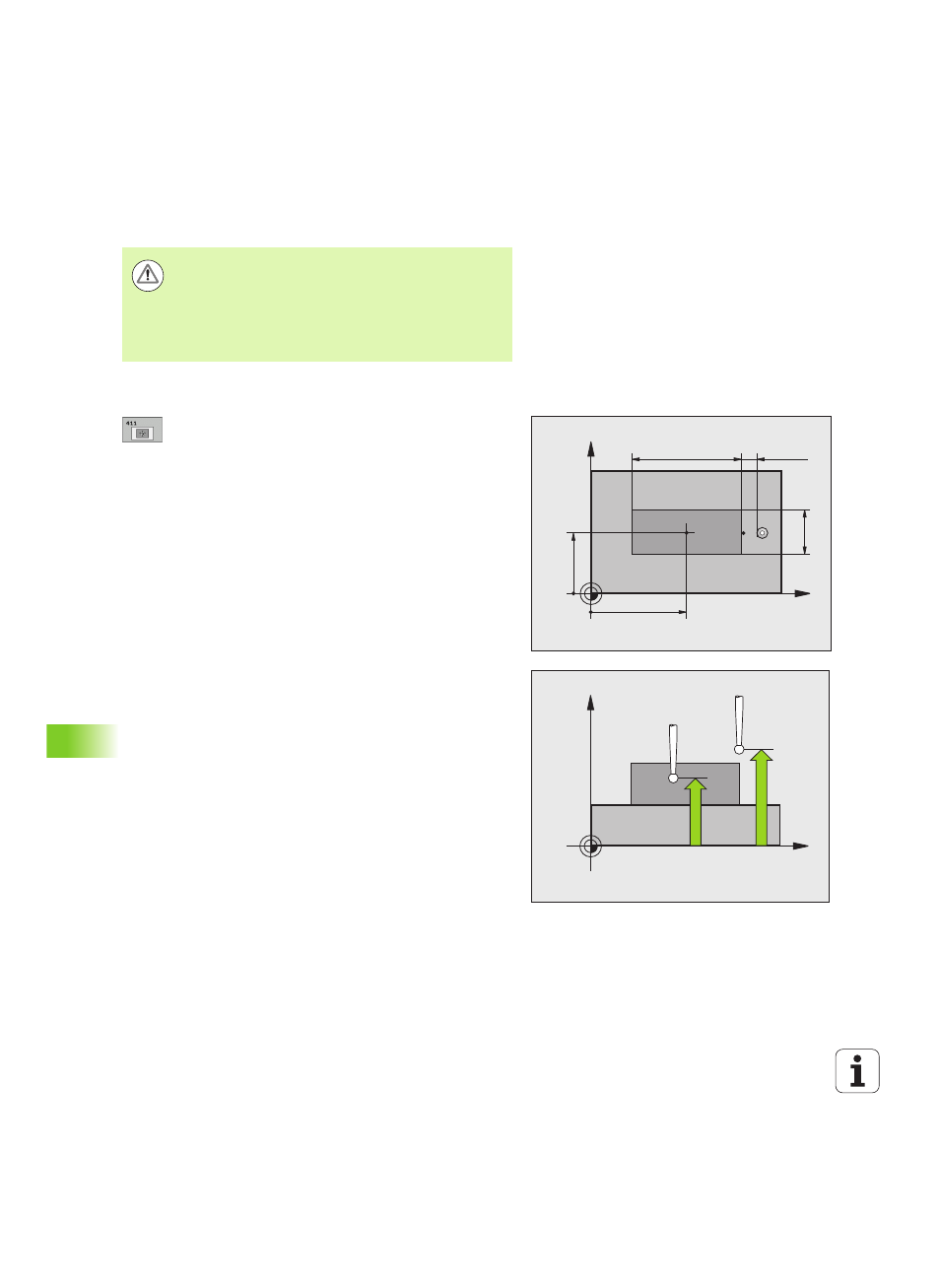
Środek 1-szej osi Q321 (absolutnie): środek czopu w
osi głównej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
Środek 2-giej osi Q322 (absolutny): środek czopu w
osi pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
1-sza długość krawędzi bocznej Q323
(przyrostowo): długość czopu, równolegle do osi
głównej płaszczyzny obróbki. Zakres wprowadzenia 0
do 99999.9999
U
2-ga długość krawędzi bocznej Q324
(przyrostowo): długość czopu, równolegle do osi
pomocniczej płaszczyzny obróbki. Zakres
wprowadzenia 0 do 99999.9999
U
Wysokość pomiaru w osi sondy Q261 (absolutna):
współrzędna środka kulki (=punkt dotknięcia) w osi
sondy pomiarowej, na której ma nastąpić pomiar.
Zakres wprowadzenia -99999.9999 do 99999.9999
U
Bezpieczna wysokość Q320 (przyrostowo):
dodatkowy odstęp pomiędzy punktem pomiaru i kulką
sondy pomiarowej. Q320 działa addytywnie do
SET_UP (tabela układów impulsowych). Zakres
wprowadzenia 0 do 99999.9999
U
Bezpieczna wysokość Q260 (absolutna):
współrzędna na osi sondy pomiarowej, na której nie
może dojść do kolizji pomiędzy sondą i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
-99999.9999 do 99999.9999
Uwaga niebezpieczeństwo kolizji!
Aby uniknąć kolizji pomiędzy sondą i przedmiotem, proszę
wprowadzić długość 1-szego i 2-giego boku czopu nieco
za duży.
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.
X
Y
Q322
Q321
Q324
Q323
SET_UP(TCHPROBE.TP)
+
Q320
X
Z
Q261
Q260