Parametry cyklu – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Instrukcja Obsługi
Strona 235
HEIDENHAIN TNC 320
235
10.3 POWIERZCHNIA REGULACJI (cykl 231; DIN/ISO: G231)
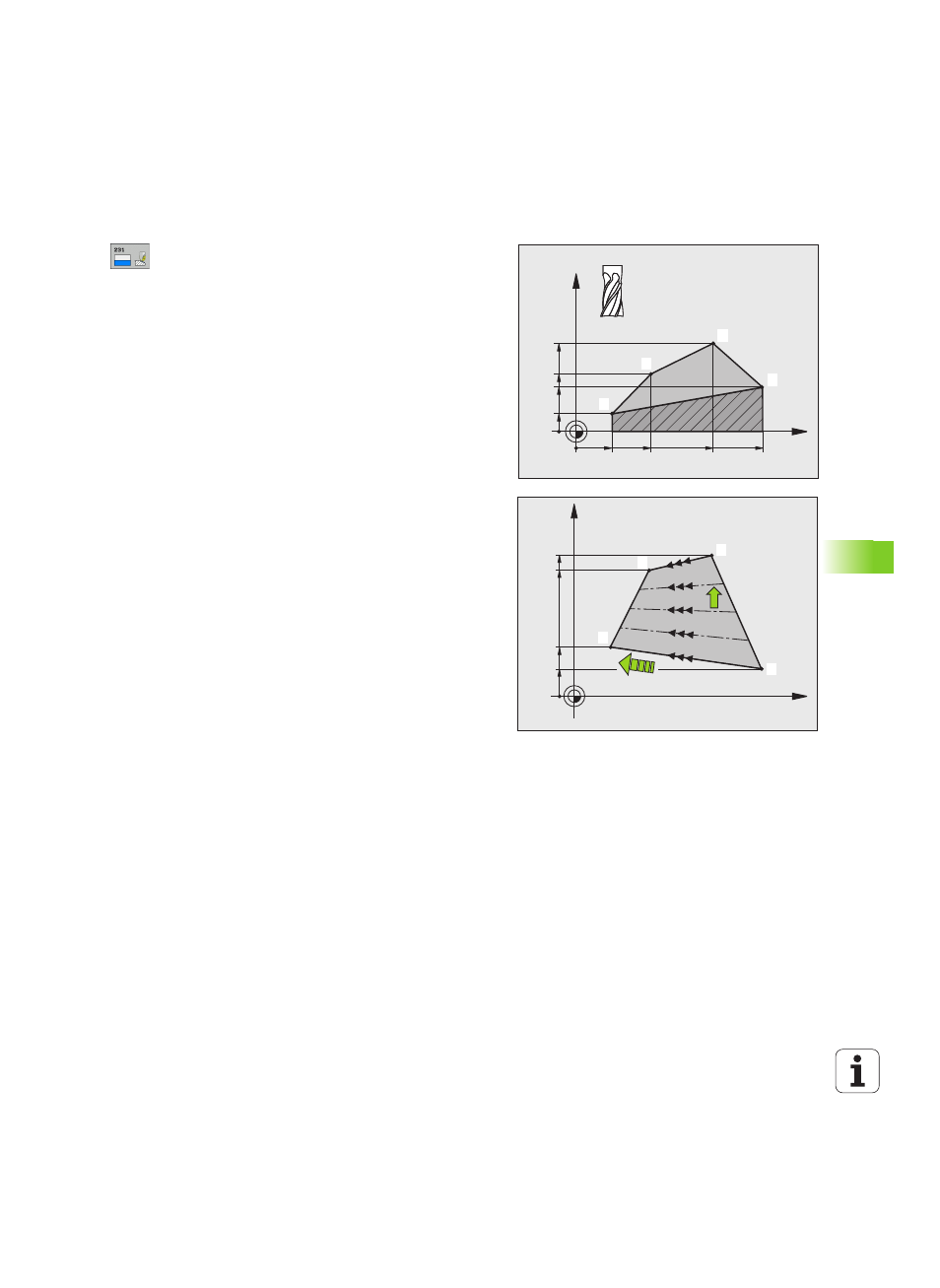
Parametry cyklu
U
Punkt startu 1-szej osi Q225 (absolutnie):
współrzędna punktu startu obrabianej wierszowaniem
powierzchni w osi głównej płaszczyzny obróbki.
Zakres wprowadzenia -99999.9999 do 99999.9999
U
Punkt startu 2-giej osi Q226 (absolutnie):
współrzędna punktu startu powierzchni obrabianej
wierszowaniem w osi pomocniczej płaszczyzny
obróbki. Zakres wprowadzenia -99999.9999 do
99999.9999
U
Punkt startu 3-ciej osi Q227 (absolutnie):
współrzędna punktu startu powierzchni obrabianej
wierszowaniem w osi wrzeciona. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
2-gi punkt 1-szej osi Q228 (absolutnie): współrzędna
punktu startu obrabianej wierszowaniem powierzchni
w osi głównej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 do 99999.9999
U
2-gi punkt 2-giej osi Q229 (bezwzględny):
współrzędna punktu końcowego obrabianej
wierszowaniem powierzchni w osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia
99999.9999 do 99999.9999
U
2-gi punkt 3-ciej osi Q230 (absolutnie): współrzędna
punktu końcowego obrabianej wierszowaniem
powierzchni w osi wrzeciona. Zakres wprowadzenia
99999.9999 do 99999.9999
U
3-ci punkt 1-szej osi Q231 (bezwzględny):
współrzędna punktu
3
w osi głównej płaszczyzny
obróbki. Zakres wprowadzenia -99999.9999 do
99999.9999
U
3-ci punkt 2-giej osi Q232 (absolutnie): współrzędna
punktu
3
w osi pomocniczej płaszczyzny obróbki.
Zakres wprowadzenia -99999.9999 do 99999.9999
U
3. punkt 3-ciej osi Q233 (bezwzględny): współrzędna
punktu
3
w osi wrzeciona. Zakres wprowadzenia
-99999.9999 do 99999.9999
X
Z
Q236
Q233
Q227
Q230
Q228
Q225
Q234
Q231
1
4
2
3
X
Y
Q229
Q207
N = Q240
Q226
Q232
Q235
1
2
3
4