Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Instrukcja Obsługi
Strona 324
324
Cykle układu pomiarowego: automatyczne ustalanie punktów odniesienia
15.3 PUNKT ODNIESIENIA SRODEK MO
STKA (cykl 409, DIN/ISO: G409)
15.3 PUNKT ODNIESIENIA SRODEK
MOSTKA (cykl 409, DIN/ISO:
G409)
Przebieg cyklu
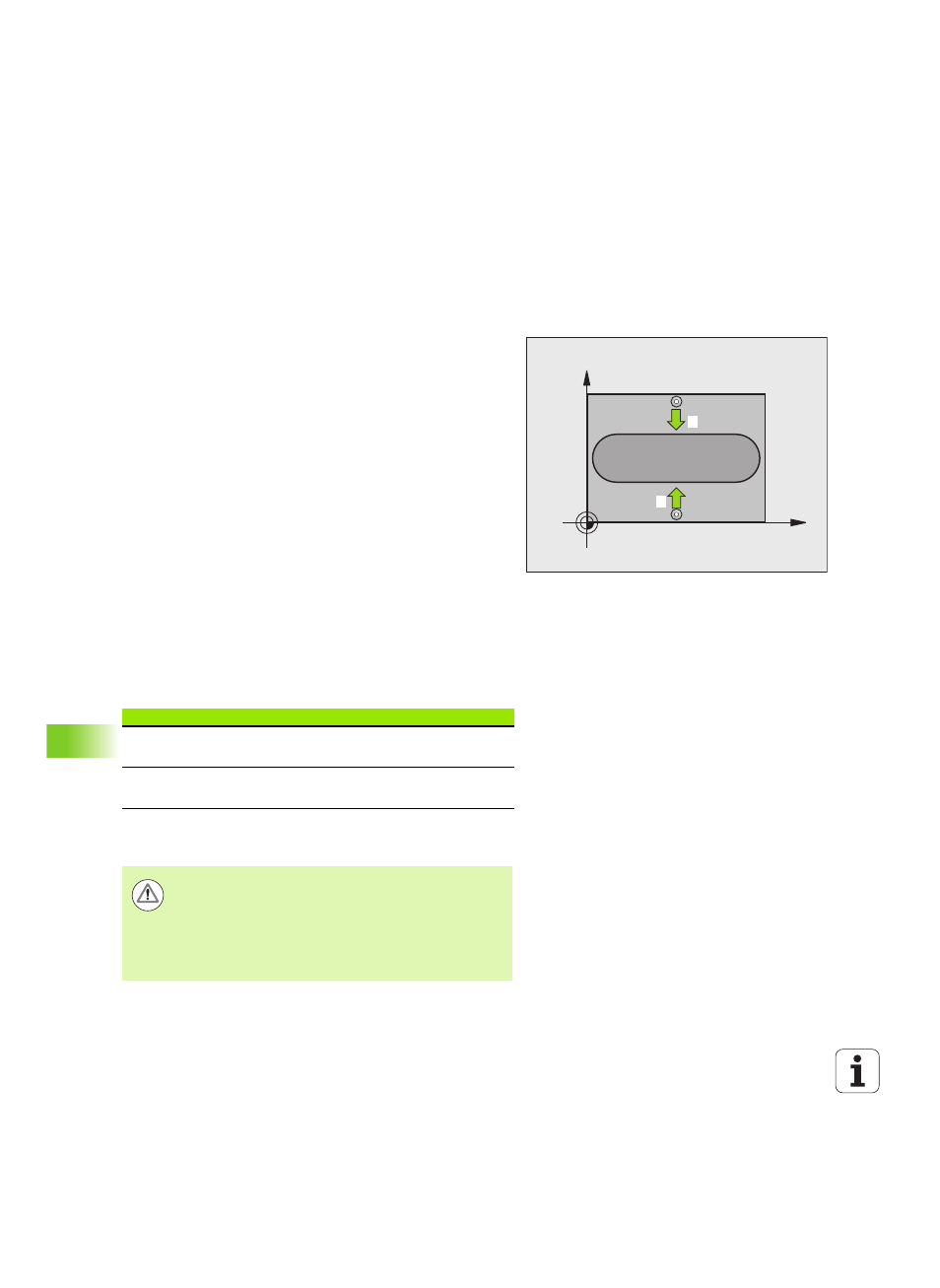
Cykl sondy pomiarowej 409 ustala punkt środkowy mostka i wyznacza
ten punkt środkowy jako punkt odniesienia. Do wyboru TNC może
zapisywać punkt środkowy także do tabeli punktów zerowych lub tabeli
preset.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość z kolumny
FMAX) i z logiką pozycjonowania (patrz „Odpracowywanie cykli
układu pomiarowego” na stronie 289) do punktu próbkowania
1
.
TNC oblicza punkty pomiaru na podstawie danych w cyklu i
odstępu bezpieczeństwa z kolumny SET_UP tabeli sond
pomiarowych
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokośćpomiaru i przeprowadza pierwszą operację próbkowania
(kolumna F) .
3 Potem sonda pomiarowa przemieszcza się na bezpiecznej
wysokości do następnego punktu próbkowania
2
i wykonuje tam
drugą operację próbkowania
4 Następnie TNC pozycjonuje sondę pomiarową z powrotem na
bezpieczną wysokość i przetwarza ustalony punkt odniesienia w
zależności od parametrów cyklu Q303 i Q305 (patrz „Obliczony
punkt odniesienia zapisać do pamięci” na stronie 319) i zapisuje
wartości rzeczywiste w poniżej przedstawionych parametrach Q
5 Jeśli jest to wymagane, TNC ustala następnie w oddzielnym
zabiegu próbkowania jeszcze punkt bazowy na osi sondy
pomiarowej
Proszę uwzględnić przy programowaniu!
X
Y
1
2
Numer parametru
Znaczenie
Q166 Wartość rzeczywista zmierzona
szerokość mostka
Q157
Wartość rzeczywista położenie oś
środkowa
Uwaga niebezpieczeństwo kolizji!
Aby uniknąć kolizji pomiędzy sondą pomiarową i
obrabianym przedmiotem, proszę wprowadzić szerokość
mostka raczje nieco za dużą.
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.