5 przyk łady programowania – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Instrukcja Obsługi
Strona 212
212
Cykle obróbkowe: powierzchnia boczna cylindra
8.5 Przyk
łady programowania
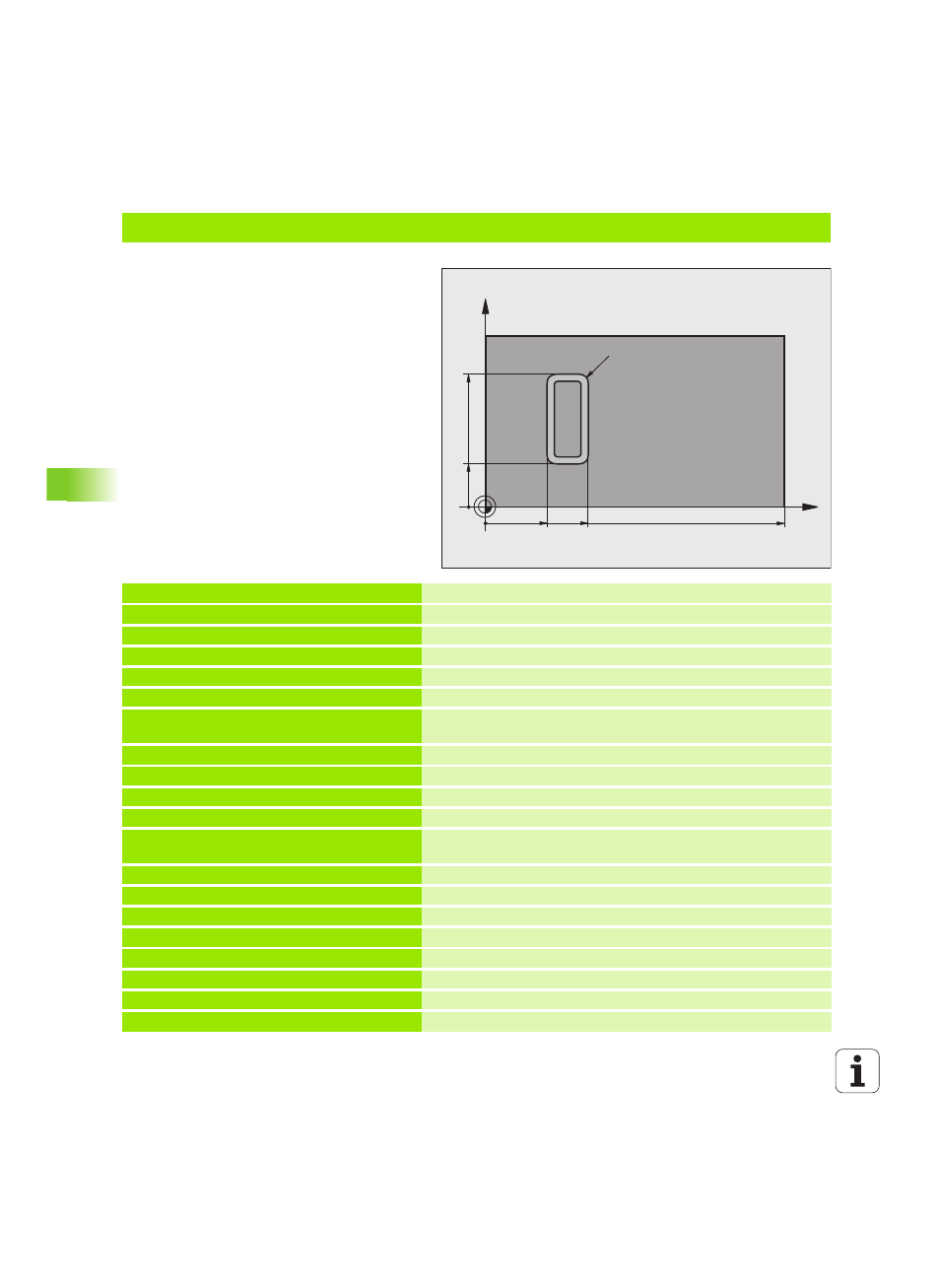
Przykład: powierzchnia boczna cylindra przy pomocy cyklu 28
Wskazówka:
Maszyna z głowicą B i stołem C
Cylinder zamocowany na środku stołu
obrotowego.
Punkt odniesienia znajduje się na środku stołu
obrotowego
0 BEGIN PGM C27 MM
1 TOOL CALL 1 Y S2000
Wywołanie narzędzia, oś narzędzia Y
2 L X+250 R0 FMAX
Wyjście narzędzia z materiału
3 L X+0 R0 FMAX
Narzędzie pozycjonować na środku stołu obrotowego
4 CYCL DEF 14.0 KONTUR
Określić podprogram konturu
5 CYCL DEF 14.1 LABEL KONTURU 1
6 CYCL DEF 28 POWIERZCHNIA BOCZNA
CYLINDRA
Ustalić parametry obróbki
Q1=-7
;GŁĘBOKOŚĆ FREZOWANIA
Q3=+0
;NADDATEK Z BOKU
Q6=2
;ODSTĘP BEZPIECZEŃSTWA
Q10=-4
;GŁĘBOKOŚĆ WCIĘCIA
Q11=100 ;POSUW WCIĘCIA W
MATERIAŁ
Q12=250 ;POSUW FREZOWANIA
Q16=25
;PROMIEŃ
Q17=1
;RODZAJ WYMIAROWANIA
Q20=10
;SZEROKOŚĆ ROWKA
Q21=0.02 ;TOLERANCJA
Dopracowanie aktywne
7 L C+0 R0 FMAX M3
Pozycjonować wstępnie stół obrotowy
8 CYCL CALL
Wywołanie cyklu
9 L Y+250 R0 FMAX M2
Przemieścić narzędzie poza materiałem, koniec programu
X
Y
157
60
30
20
R7
.5
50