2 obrot od podstawy (cykl 400, din/iso: g400), Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 320 (340 55x-04) Cycle programming Instrukcja Obsługi
Strona 296
296
Cykle układu pomiarowego: automatyczne określanie ukośnego położenia przedmiotu
14.2 OBROT OD PODST
A
WY (cykl
400, DIN/ISO: G400)
14.2 OBROT OD PODSTAWY
(cykl 400, DIN/ISO: G400)
Przebieg cyklu
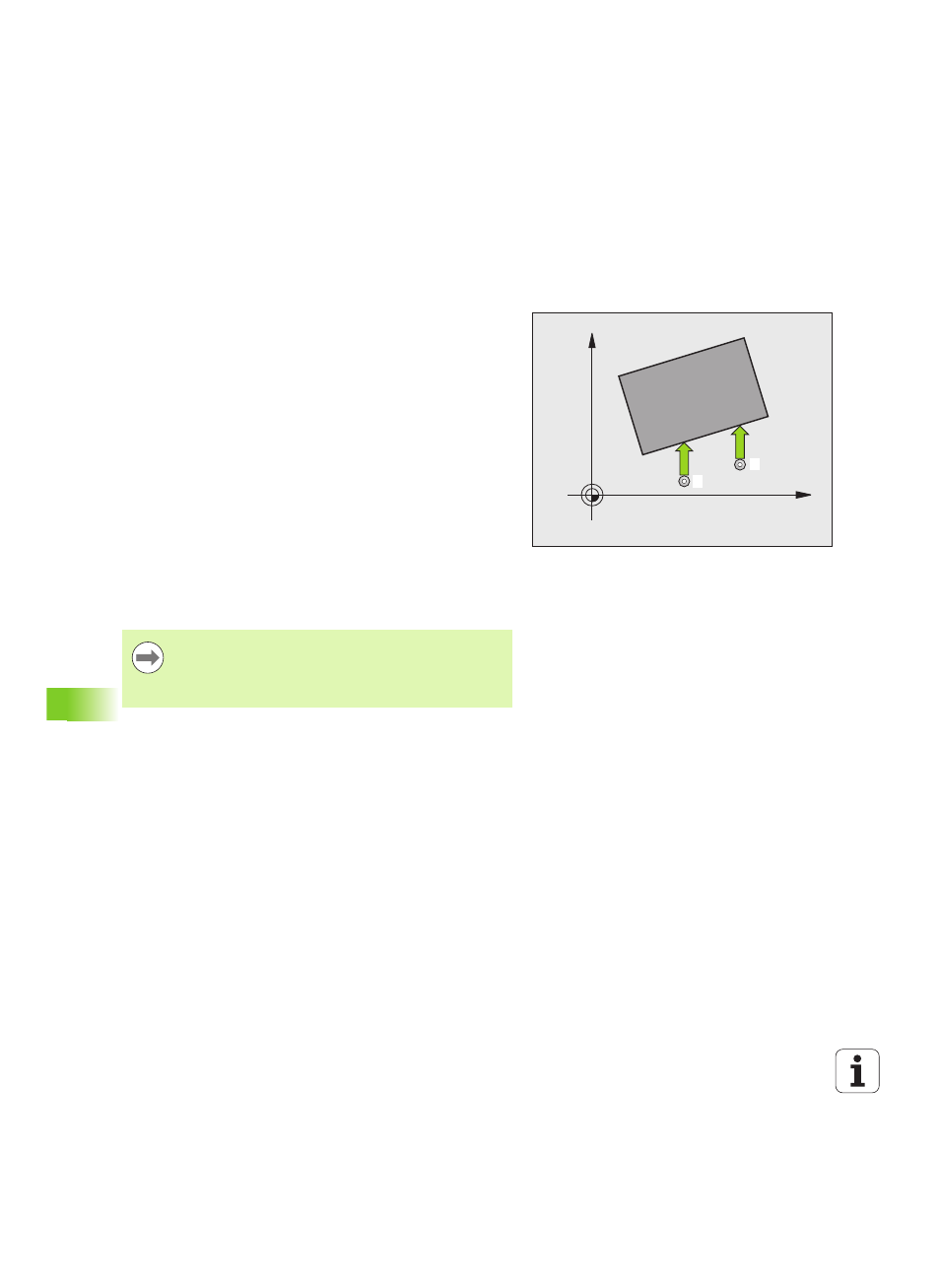
Cykl sondy pomiarowej 400 ustala poprzez pomiar dwóch punktów,
które muszą leżeć na prostej, położenie ukośne obrabianego
przedmiotu. Poprzez funkcję Obrót od podstawy TNC kompensuje
zmierzoną wartość.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość z kolumny
FMAX) i z logiką pozycjonowania (patrz „Odpracowywanie cykli
układu pomiarowego” na stronie 289) do zaprogramowanego
punktu próbkowania
1
. TNC przesuwa przy tym sondę pomiarową
o odstęp bezpieczeństwa w kierunku przeciwnym do ustalonego
kierunku przemieszczenia
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i przeprowadza pierwszą operację próbkowania
z posuwem próbkowania (kolumna F).
3 Następnie sonda pomiarowa przemieszcza się do następnego
punktu próbkowania
2
i wykonuje drugą operację próbkowania
4 TNC pozycjonuje sondę pomiarową z powrotem na bezpieczną
wysokość i przeprowadza ustalony obrót podstawowy
Proszę uwzględnić przy programowaniu!
X
Y
1
2
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.
TNC wycofuje aktywny obrót podstawowy na początku
cyklu.