Przebieg cyklu, Patrz „toczenie, Stronie 328) – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Instrukcja Obsługi
Strona 328: Patrz „toczenie interpolacyjne (opcja software, Cykl 290, din/iso: g290)” na stronie 328)
328
Cykle: funkcje specjalne
12.7 T
O
CZENIE INTERPOLACYJNE (opc
ja sof
tware, cykl 290, DIN/ISO:
G290)
12.7 TOCZENIE INTERPOLACYJNE
(opcja software, cykl 290,
DIN/ISO: G290)
Przebieg cyklu
Przy pomocy tego cyklu można wytwarzać symetryczny do rotacji
stopień lub nacięcie na płaszczyźnie obróbki, zdefiniowane poprzez
punkt startu i punkt końcowy (patrz także „Warianty obróbki” na
stronie 332). Srodkiem rotacji jest punkt startu (XY) przy wywołaniu
cyklu. Powierzchnie rotacji mogą być nachylone oraz przeciwnie do
siebie zaokrąglone. Powierzchnie mogą być obrabiane poprzez
toczenie interpolacyjne jaki i poprzez frezowanie.
Obrabiany przedmiot nie obraca się przy toczeniu interpolacyjnym.
Narzędzie wykonuje ruch kołowy w osiach głównych X oraz Y.
Jednocześnie TNC tak prowadzi wrzeciono S, iż ostrze noża
tokarskiego zawsze ustawione jest do centrum obrotu przedmiotu. W
ten sposób można cykl 290 wykorzystywać na maszynie trzyosiowej.
Punkt środkowy obróbki nie musi leżeć w centrum stołu obrotowego.
Punkt środkowy określamy poprzez pozycję narzędzia przy wywołaniu
cyklu.
1 TNC pozycjonuje narzędzie na bezpiecznej wysokości nad
punktem startu obróbki. Z tego wynika tangencjalne przedłużenie
punktu startu konturu o bezpieczną odległość.
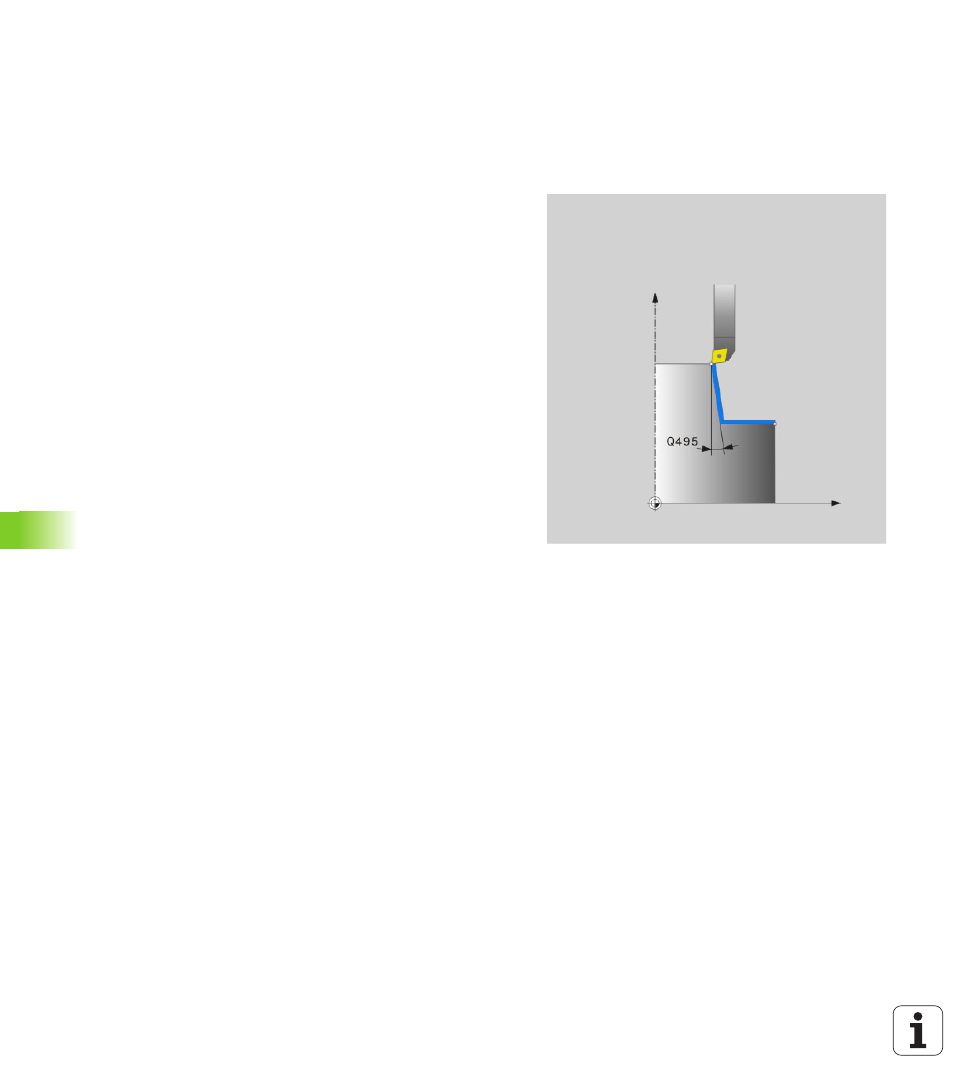
2 TNC wytwarza zdefiniowany kontur za pomocą toczenia
interpolacyjnego. Przy tym osie główne płaszczyzny obróbki
opisują przemieszczenie kołowe, podczas gdy oś wrzeciona jest
przemieszczana prostopadle do powierzchni.
3 W punkcie końcowym konturu TNC odsuwa narzędzie prostopadle
o bezpieczną odległość.
4 Na koniec TNC pozycjonuje narzędzie na bezpieczną wysokość