10 linia konturu (cykl 25, din/iso: g125), Przebieg cyklu, Stronie 210) – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Instrukcja Obsługi
Strona 210
210
Cykle obróbkowe: kieszeń konturu, linie konturu
7.10 LINIA KONTURU (cykl 25, DIN/ISO:
G125)
7.10 LINIA KONTURU (cykl 25,
DIN/ISO: G125)
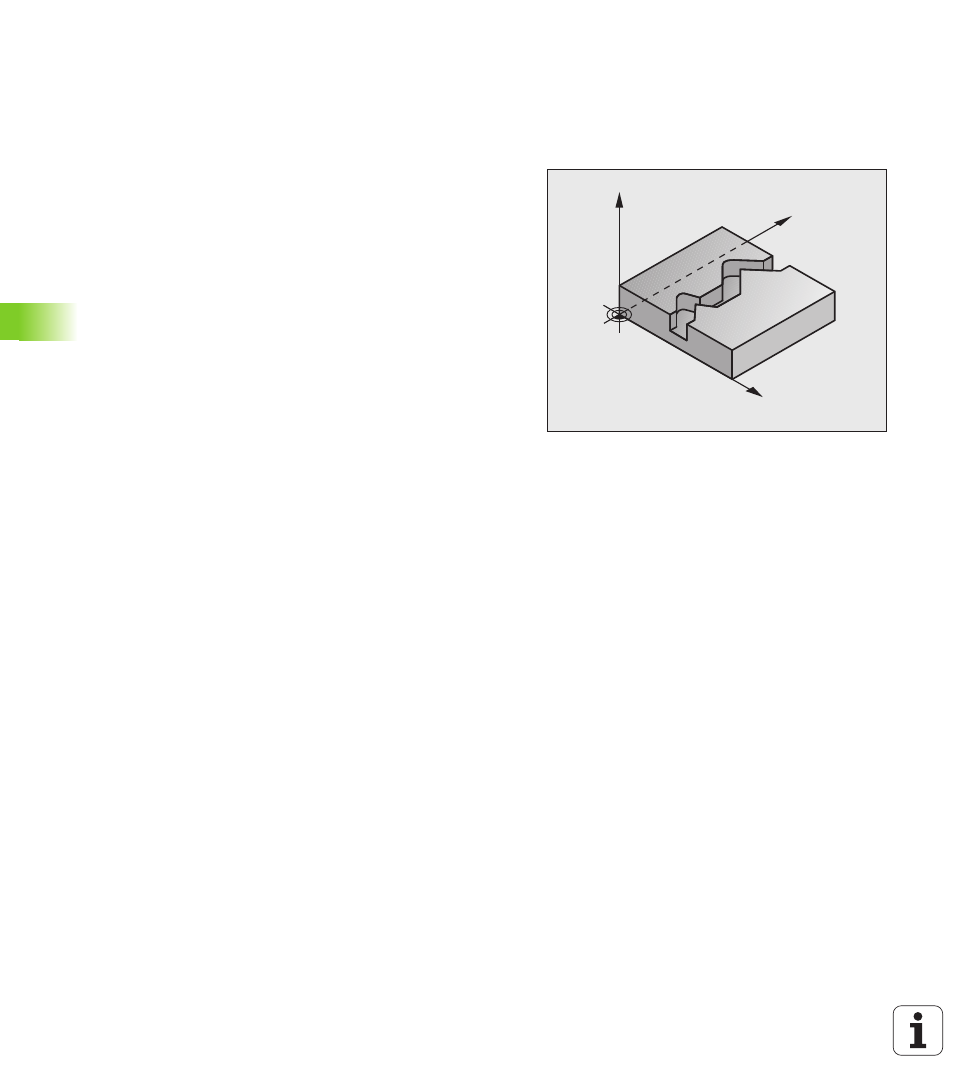
Przebieg cyklu
Przy pomocy tego cyklu można wraz z cyklem 14 KONTUR obrabiać
otwarte oraz zamknięte kontury.
Cykl 25 LINIA KONTURU wykazuje w porównaniu do obróbki
konturu z wierszami pozycjonowania znaczne zalety:
TNC nadzoruje obróbkę na ścinki i uszkodzenia konturu. Sprawdzić
kontur przy pomocy grafiki testowej
Jeśli promień narzędzia jest za duży, to kontur musi zostać
ewentualnie wtórnie obrobiony na narożach wewnętrznych z
automatycznym rozpoznawaniem reszty materiału .
Obróbkę można wykonywać na całej długości ruchem
współbieżnym lub przeciwbieżnym. Rodzaj frezowania pozostanie
nawet zachowany, jeśli nastąpi odbicie lustrzane konturów
Przy kilku wcięciach TNC może przesuwać narzędzie tam i z
powrotem (obróbka ruchem wahadłowym): w ten sposób zmniejsza
się czas obróbki
Można także wprowadzić wartości naddatków, aby w kilku
przejściach roboczych dokonywać obróbki zgrubnej i wykańczającej
Przy pomocy cyklu 270 DANE LINII KONTURU można komfortowo
nastawić zachowanie cyklu 25
Y
X
Z