Parametry cyklu – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Instrukcja Obsługi
Strona 110
110
Cykle obróbkowe: gwintowanie / frezowanie gwintów
4.2 GWINT
O
W
A
NIE NOWE z uchwytem wyrównawczym (cykl
206,
DIN/ISO:
G206)
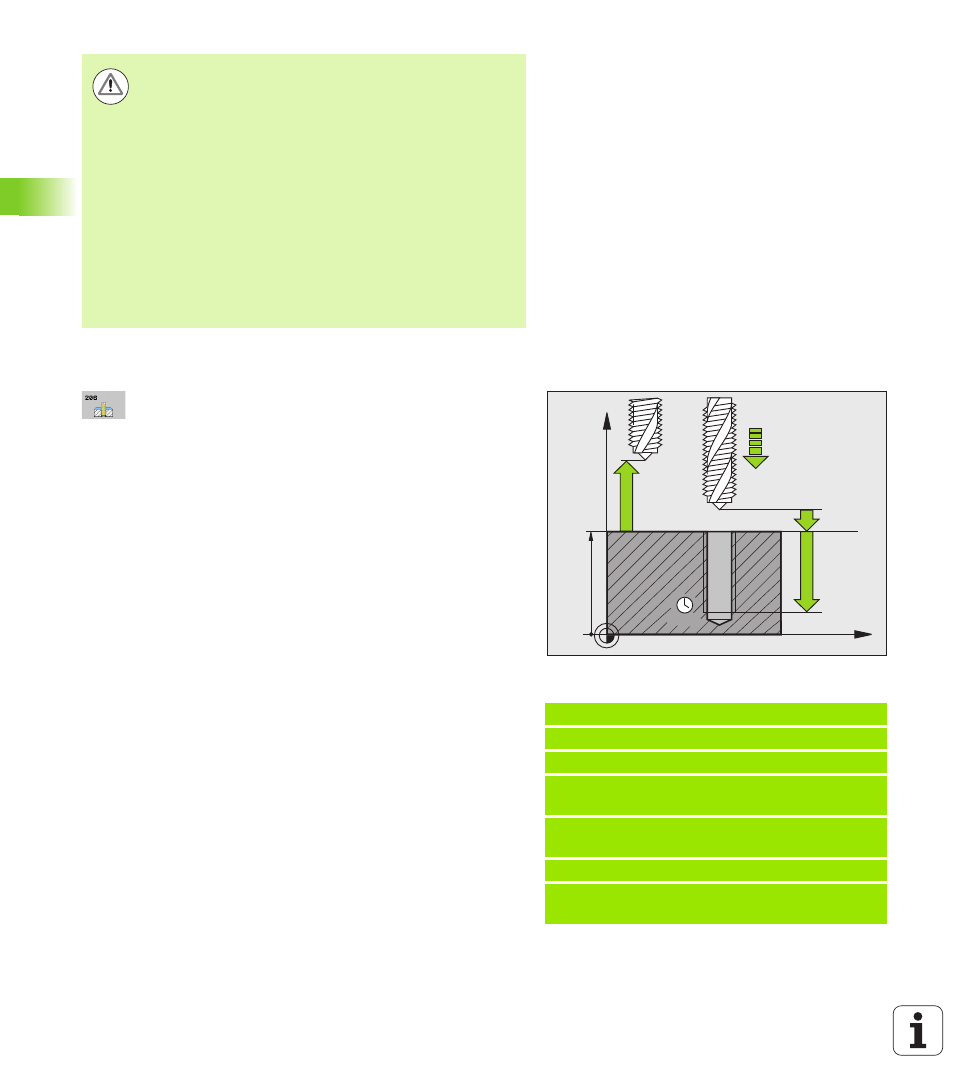
Parametry cyklu
Bezpieczna wysokość Q200 (przyrostowo): odstęp
ostrza narzędzia (pozycja startu) od – powierzchni
obrabianego przedmiotu; wartość orientacyjna: 4x
skok gwintu Zakres wprowadzenia 0 do 99999,9999
alternatywnie PREDEF
Głębokość wiercenia Q201 (długość gwintu,
przyrostowo): odstęp powierzchnia obrabianego
przedmiotu – koniec gwintu. Zakres wprowadzenia
-99999,9999 do 99999,9999
Posuw F Q206: prędkość przemieszczania się
narzędzia przy gwintowaniu. Zakres wprowadzenia
0 do 99999,999 alternatywnie FAUTO
Przerwa czasowa na dole Q211: wprowadzić wartość
pomiędzy 0 i 0,5 sekundy, aby uniknąć zaklinowania
się narzędzia przy powrocie. Zakres wprowadzenia 0
bis 3600.0000 alternatywnie PREDEF
Współ. powierzchni obrabianego przedmiotu Q203
(absolutnie): współrzędna powierzchni przedmiotu.
Zakres wprowadzenia -99999.9999 do 99999.9999
2-ga bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może dojść
do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia 0
do 99999,9999 alternatywnie PREDEF
Określić posuw: F = S x p
Wysunięcie narzędzia z materiału przy przerwaniu programu
Jeli w czasie gwintowania zostanie naciśnięty zewnętrzny przycisk
Stop, TNC pokazuje softkey, przy pomocy którego można wysunąć
narzędzie z materiału.
Uwaga niebezpieczeństwo kolizji!
Przy pomocy parametru maszynowego 7441 bit 2
nastawiamy, czy TNC ma wydawać komunikat o błędach
przy wprowadzaniu dodatniej głębokości (bit 2=1) czy też
nie (bit 2=0).
Proszę zwrócić uwagę, iż TNC przy dodatniej
wprowadzonej głębokości odwraca obliczenie pozycji
poprzedniej. Narzędzie przemieszcza się na osi narzędzia
na biegu szybkim na odstęp bezpieczeństwa poniżej
powierzchni obrabianego przedmiotu!
Przy pomocy parametru maszynowego 7441 Bit 0
nastawiamy, czy TNC ma wydawać komunikat o błędach
(Bit 0=0) albo nie (Bit 0=1), jeśli przy wywołaniu cyklu
wrzeciono nie działa. Ta funkcja musi zostać także
aktywowana przez producenta maszyn.
Przykład: NC-wiersze
25 CYCL DEF 206 GWINTOWANIE NOWE
Q200=2
;ODSTĘP BEZPIECZEŃSTWA
Q201=-20 ;GŁĘBOKOŚĆ
Q206=150 ;POSUW WCIĘCIA W
MATERIAŁ
Q211=0.25 ;CZAS ZATRZYMANIA NA
DOLE
Q203=+25 ;WSPÓŁ.POWIERZCHNI
Q204=50 ;2-GI ODSTĘP
BEZPIECZEŃSTWA
Z
X
Q203
Q200
Q201
Q211
Q206
Q204
F: Posuw mm/min)
S: Prędkość obrotowa wrzeciona (obr/min)
p: Skok gwintu (mm)