HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Instrukcja Obsługi
Strona 278
278
Cykle obróbkowe: frezowanie metodą wierszowania
10.5 FREZOW
ANIE P
Ł
ASZCZYZN (cykl 232, DIN/ISO:
G232)
1-sza długość krawędzi bocznej Q218 (przyrostowo):
długość obrabianej powierzchni w osi głównej
płaszczyzny obróbki. Poprzez znak liczby można
określić kierunek pierwszego toru frezowania w
odniesieniu do punktu startu 1. osi . Zakres
wprowadzenia -99999,9999 do 99999,9999
2-sza długość krawędzi bocznej Q219 (przyrostowo):
długość obrabianej powierzchni w osi pomocniczej
płaszczyzny obróbki. Poprzez znak liczby można
określić kierunek pierwszego dosuwu poprzecznego
w odniesieniu do punktu startu 2. osi . Zakres
wprowadzenia -99999.9999 bis 99999.9999
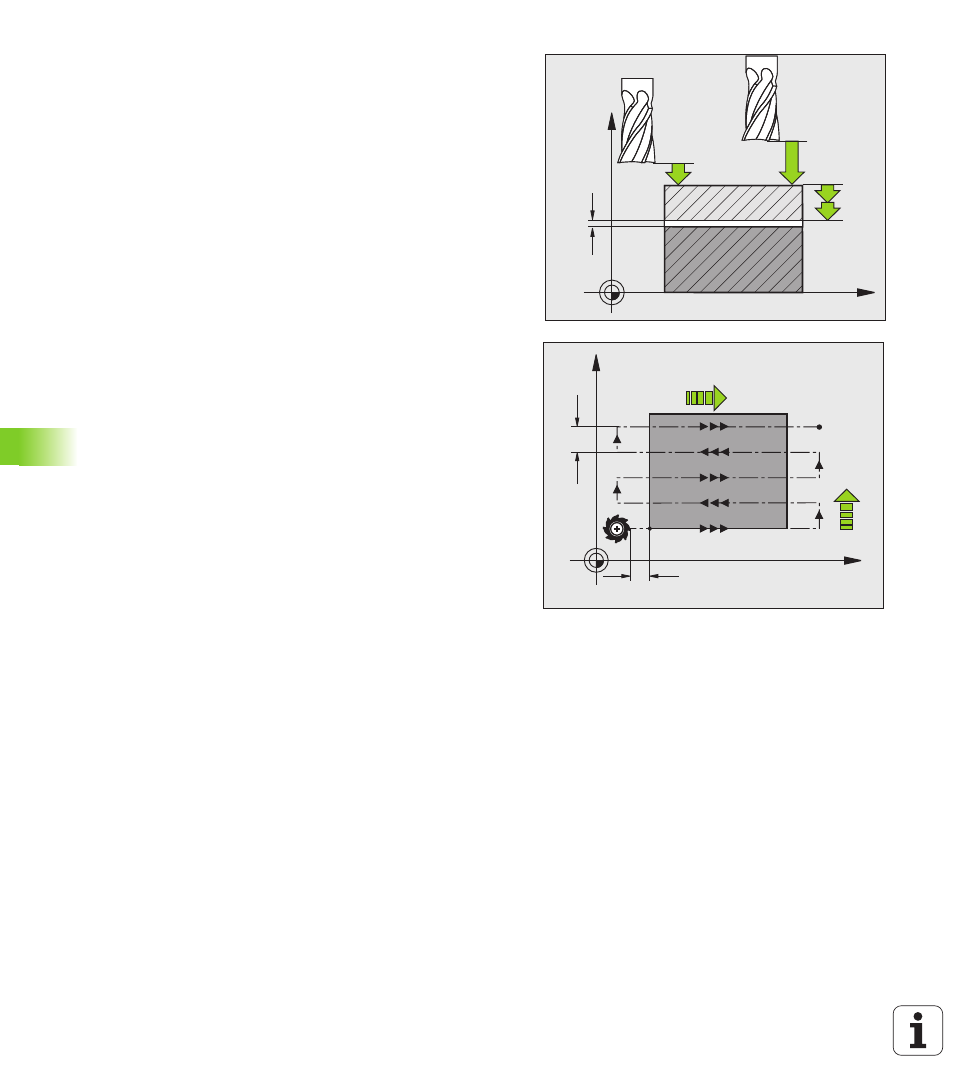
Maksymalna głębokość wcięcia Q202 (przyrostowo):
wymiar, o jaki instrument za każdym razem
maksymalnie wcina się w materiał. TNC oblicza
rzeczywistą głębokość wejścia w materiał z różnicy
pomiędzy punktem końcowym i punktem startu w osi
narzędzia - przy uwzględnieniu naddatku na obróbkę
wykańczającą – w taki sposób, iż obróbka zostaje
wykonywana z tymi samymi wartościami głębokości
wcięcia. Zakres wprowadzenia 0 do 99999.9999
Naddatek na wykończenie dna Q369 (przyrostowo):
wartość, z którą należy wykonać ostatnie wcięcie.
Zakres wprowadzenia 0 do 99999.9999
Maks. współczynnik nakładania się trajektorii Q370:
maksymalne boczne wcięcie k. TNC tak oblicza
rzeczywiste boczne wcięcie z 2-giej długości boku
(Q219) i promienia narzędzia, iż obróbka zostaje
wykonywana ze stałym bocznym wcięciem. Jeżeli
zapisano w tabeli narzędzi promień R2 (np. promień
płytek przy zastosowaniu głowicy frezowej), TNC
zmniejsza odpowiednio boczny dosuw. Zakres
wprowadzenia 0.1 bis 1.9999 alternatywnie PREDEF
X
Z
Q202
Q200
Q204
Q369
X
Y
Q357
Q253
Q207
k