Proszę uwzględnić przy programowaniu, Parametry cyklu – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Instrukcja Obsługi
Strona 277
HEIDENHAIN iTNC 530
277
10.5 FREZOW
ANIE P
Ł
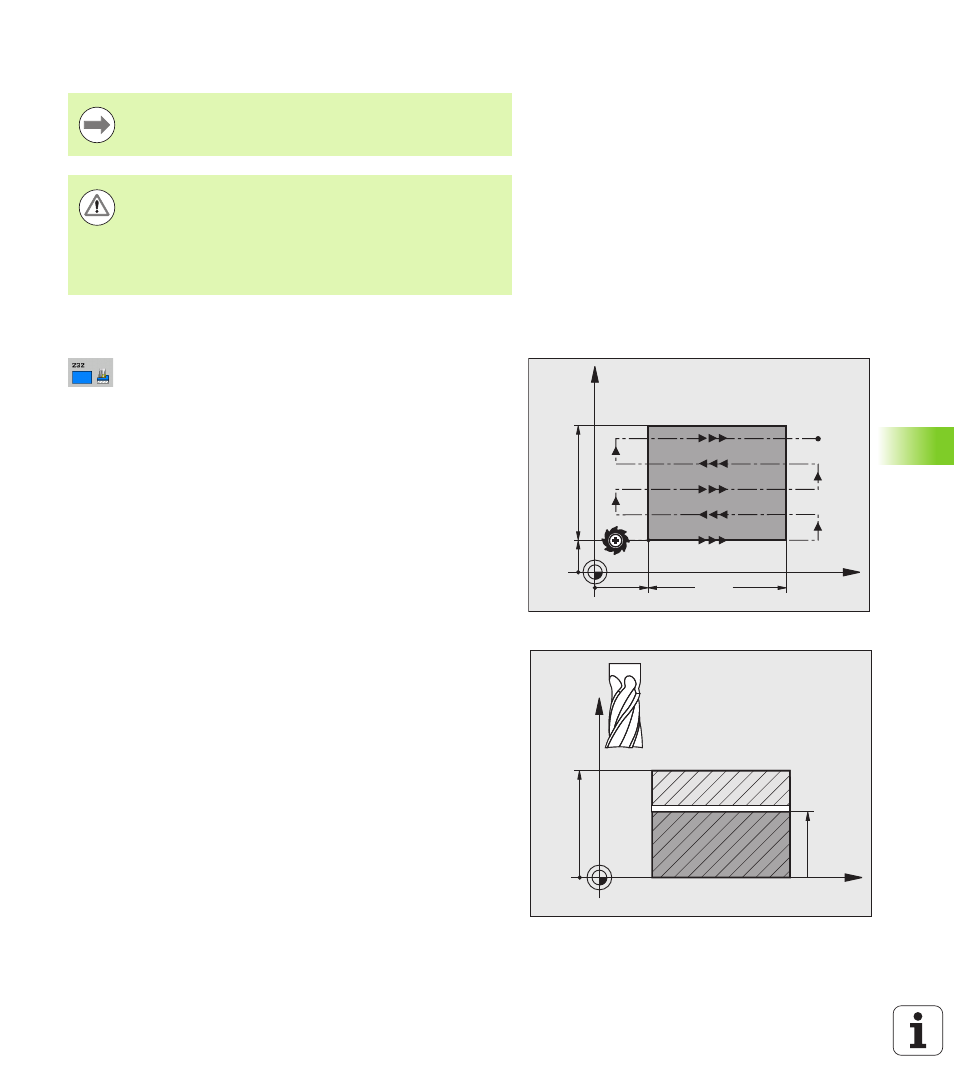
ASZCZYZN (cykl 232, DIN/ISO:
G232)
Proszę uwzględnić przy programowaniu!
Parametry cyklu
Strategia obróbki (0/1/2) Q389: określić, jak TNC ma
obrabiać powierzchnię:
0: obróbka meandrowa, boczne wcięcie w materiał z
posuwem pozycjonowania poza obrabianą
powierzchnią
1: obróbka meandrowa, boczne wcięcie w materiał z
posuwem frezowania w obrębie obrabianej
powierzchni
2: obróbka wierszami, odsuw i boczne wcięcie w
materiał z posuwem pozycjonowania
Punkt startu 1-szej osi Q225 (absolutnie): współrzędna
punktu startu obrabianej wierszowaniem powierzchni
w osi głównej płaszczyzny obróbki. Zakres
wprowadzenia -99999.9999 bis 99999.9999
Punkt startu 2-giej osi Q226 (bezwzględny):
współrzędna punktu startu powierzchni obrabianej
wierszowaniem w osi pomocniczej płaszczyzny
obróbki. Zakres wprowadzenia -99999.9999 bis
99999.9999
Punkt startu 3-ej osi Q227 (absolutnie): współrzędna
powierzchni przedmiotu, od której należy obliczyć
wcięcia w materiał. Zakres wprowadzenia
-99999.9999 bis 99999.9999
Punkt końcowy 3-ej osi Q386 (absolutnie):
współrzędna w osi wrzeciona, na którą należy
planować powierzchnię. Zakres wprowadzenia
-99999.9999 bis 99999.9999
Tak zapisać 2-gą bezpieczną wysokość Q204, aby nie
mogło dojść do kolizji z przedmiotem lub mocowadłami.
Uwaga niebezpieczeństwo kolizji!
Przy pomocy parametru maszynowego 7441 Bit 0
nastawiamy, czy TNC ma wydawać komunikat o błędach
(Bit 0=0) albo nie (Bit 0=1), jeśli przy wywołaniu cyklu
wrzeciono nie działa. Ta funkcja musi zostać także
aktywowana przez producenta maszyn.
X
Y
Q226
Q225
Q21
9
Q218
X
Z
Q227
Q386