Parametry cyklu – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Instrukcja Obsługi
Strona 324
324
Cykle: funkcje specjalne
12.6 GRA
W
EROW
ANIE (cykl 225, DIN/ISO:
G225)
Parametry cyklu
Grawerowany tekst QS500: grawerowany tekst w
apostrofach. Przyporządkowanie zmiennej stringu
poprzez klawisz Q bloku numerycznego, klawisz Q na
klawiaturze ASCI odpowiada normalnemu zapisowi
tekstu. Dozwolone znaki dla zapisu: Patrz
„Grawerowanie zmiennych systemowych”,
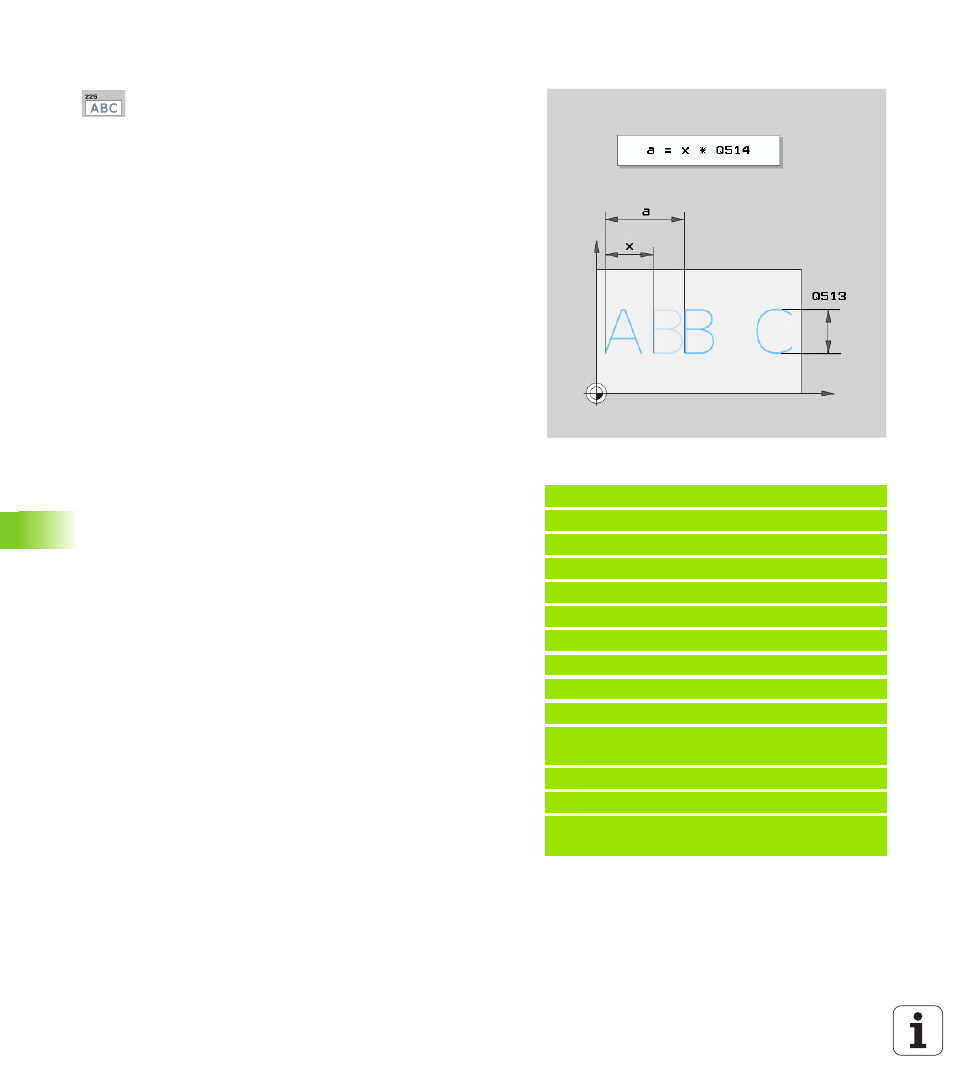
Wysokość znaku Q513 (absolutnie): wysokość
grawerowanych znaków w mm. Zakres
wprowadzenia 0 do 99999,9999
Współczynnik odległości Q514: w przypadku
używanego fontu mowa jest o tak zwanym foncie
proporcjonalnym. Każdy znak posiada w związku z
tym własną szerokość, którą TNC graweruje
odpowiednio do definicji Q514=0. Jeśli zdefiniowano
Q514 nierówne 0 to TNC skaluje odstęp pomiędzy
znakami. Zakres wprowadzenia 0 do 9.9999
Font Q515: na razie bez funkcji
Tekst na prostej/okręgu (0/1) Q516:
Tekst grawerować na prostej: zapis = 0
Tekst grawerować na łuku kołowym: zapis = 1
Położenie obrotowe Q374: kąt punktu środkowego,
jeśli tekst ma znajdować się na okręgu. Kąt
grawerowania przy prostym układzie tekstu. Zakres
wprowadzenia -360.0000 do +360,0000°
Promień dla tekstu na okręgu Q517 (absolutnie):
promień łuku kołowego, na którym TNC ma
uplasować tekst w mm. Zakres wprowadzenia 0 do
99999,9999
Posuw frezowania Q207: prędkość przemieszczenia
narzędzia przy frezowaniu w mm/min. Zakres
wprowadzenia 0 do 99999.999 alternatywnie FAUTO,
FU lub FZ
Głębokość Q201 (przyrostowo): odstęp pomiędzy
powierzchnią obrabianego przedmiotu i dnem
grawerowania
Posuw wcięcia na głębokość Q206: prędkość
przemieszczenia narzędzia przy wcięciu w mm/min.
Zakres wprowadzenia 0 do 99999,999 alternatywnie
FAUTO, FU
Przykład: NC-wiersze
62 CYCL DEF 225 GRAWEROWANIE
QS500=“TXT2“ ;TEKST GRAWEROWANIA
Q513=10 ;WYSOKOŚĆ ZNAKU
Q514=0
;WSPÓŁ.ODLEGŁOŚCI
Q515=0
;FONT
Q516=0
;UKŁAD TEKSTU
Q374=0
;POŁOŻENIE PRZY OBROCIE
Q517=0
;PROMIEŃ OKRĘGU
Q207=750 ;POSUW FREZOWANIA
Q201=-0.5 ;GŁĘBOKOŚĆ
Q206=150 ;POSUW WCIĘCIA W
MATERIAŁ
Q200=2
;ODSTĘP BEZPIECZEŃSTWA
Q203=+20 ;WSPÓŁ.POWIERZCHNI
Q204=50 ;2-GI ODSTĘP
BEZPIECZEŃSTWA