Parametry cyklu – HEIDENHAIN iTNC 530 (60642x-04) Cycle programming Instrukcja Obsługi
Strona 168
168
Cykle obróbkowe: frezowanie kieszeni / frezowanie czopów / frezowanie rowków
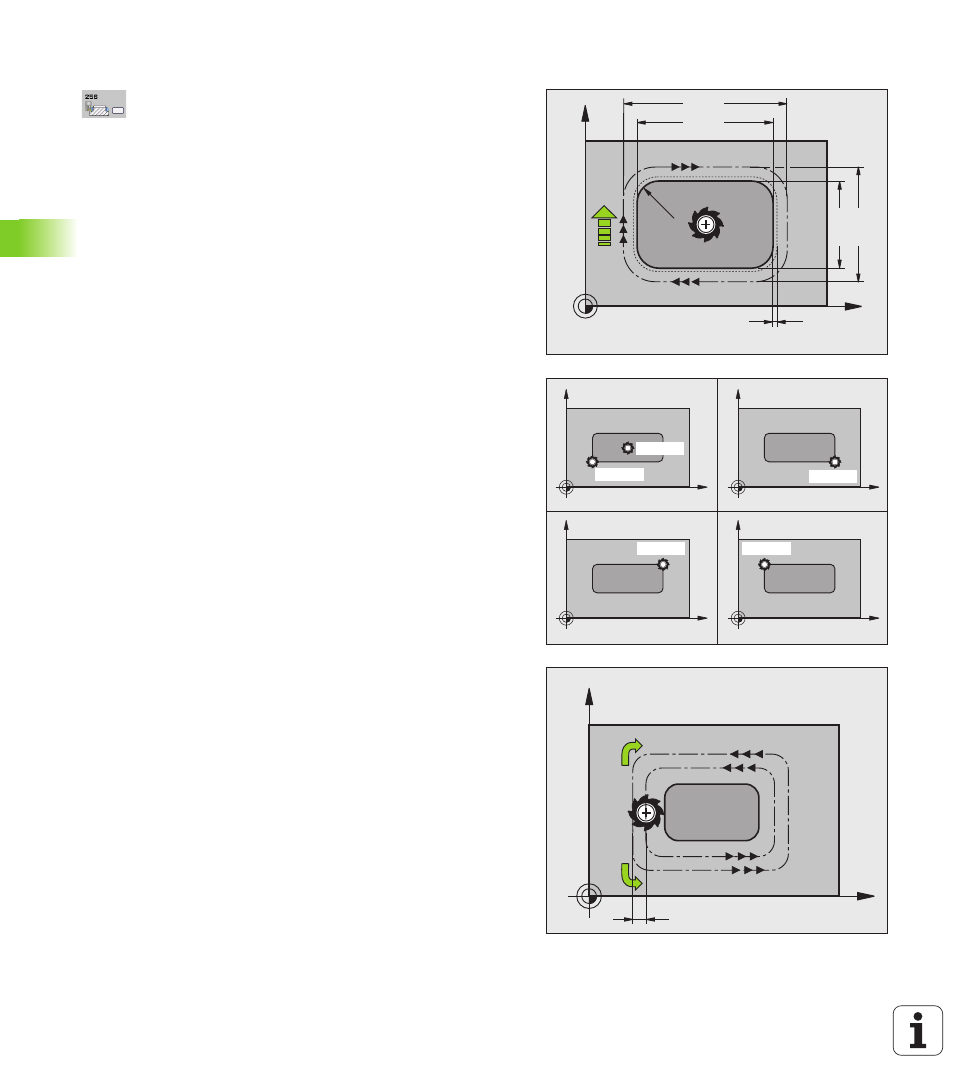
5.6 CZOP PROST
O
KA
TNY (cykl 256, DIN/ISO:
G256)
Parametry cyklu
1-sza długość krawędzi bocznej Q218: długość czopu,
równolegle do osi głównej płaszczyzny obróbki.
Zakres wprowadzenia 0 do 99999,9999
Wymiar półwyrobu długość boku1 Q424: długość
półwyrobu czopu, równolegle do osi głównej
płaszczyzny obróbki. Wymiar półwyrobu długość boku
1 zapisać większą niż1. długość boku . TNC wykonuje
kilka bocznych wcięć, jeśli różnica pomiędzy
wymiarem półwyrobu 1 i wymiarem gotowym 1 jest
większa niż dozwolone wcięcie boczne (promień
narzędzia razy nakładanie trajektorii Q370). TNC
oblicza zawsze stałe boczne wcięcie. Zakres
wprowadzenia 0 do 99999,9999
2-ga długość krawędzi bocznej Q219: długość kieszeni,
równolegle do osi pomocniczej płaszczyzny obróbki.
Wymiar półwyrobu długość boku 2 zapisać większą
niż2. długość boku . TNC wykonuje kilka bocznych
wcięć, jeśli różnica pomiędzy wymiarem półwyrobu 2
i wymiarem gotowym 2 jest większa niż dozwolone
wcięcie boczne (promień narzędzia razy nakładanie
trajektorii Q370). TNC oblicza zawsze stałe boczne
wcięcie. Zakres wprowadzenia 0 do 99999,9999
Wymiar półwyrobu długość boku 2 Q425: długość
półwyrobu czopu, równolegle do osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia 0 do
99999,9999
Promień naroża Q220: promień naroża czopu. Zakres
wprowadzenia 0 do 99999,9999
Naddatek na obróbkę wykańczającą z boku Q368
(przyrostowo): naddatek na obróbkę wykańczającą
na płaszczyźnie obróbki, pozostawianą przez TNC
przy skrawaniu. Zakres wprowadzenia 0 do
99999,9999
Obrót Q224 (absolutnie): kąt, o który zostaje obrócony
cały czop. Centrum obrotu leży na pozycji, na której
znajduje się narzędzie przy wywołaniu cyklu. Zakres
wprowadzenia -360, 000 do 360, 000
Położenie czopu Q367: położenie czopu w odniesieniu
do pozycji narzędzia przy wywołaniu cyklu:
0: pozycja narzędzia = środek czopu
1: pozycja narzędzia = lewy dolny róg
2: pozycja narzędzia = prawy dolny róg
3: pozycja narzędzia = prawy górny róg
4: pozycja narzędzia = lewy górny róg
X
Y
Q21
9
Q218
Q368
Q220
Q207
Q424
Q425
X
Y
X
Y
X
Y
X
Y
Q367=0
Q367=1
Q367=2
Q367=3
Q367=4
X
Y
k
Q351= 1
Q351= +1